Enderezamiento y medición de longitud de tubos LSAW
Procesamiento de enderezamiento de tubos LSAW
El enderezamiento de tubos de acero con costura recta es un proceso importante en la producción de tubos de acero con costura recta, especialmente para tuberías de revestimiento de petróleo, tuberías de petróleo y gas según la norma API, y tuberías especiales para equipos mecánicos con requisitos de calidad más altos. Estos tubos de acero no solo tienen requisitos estrictos en cuanto a la calidad del acero y la calidad de la soldadura, sino que también exigen altos requisitos de rectitud. Esto se debe a que la desviación de la rectitud está directamente relacionada con el procesamiento y la conexión de las roscas y los aros de los extremos de los tubos de revestimiento y tuberías de impulsión, así como con la distorsión y deformación de las tuberías durante el uso. Actualmente existen dos métodos de procesamiento para el torneado de extremos de tubos: rotación de tubos y rotación de herramientas. La mayoría de los procesos de torneado utilizan rotación de tubos, lo que requiere una mayor rectitud de los tubos de acero.

Existen muchas razones para la flexión de las tuberías de acero, como el impacto térmico de la soldadura, la excentricidad durante el conformado, la fuerza de compresión, el desequilibrio de la fuerza de flexión, etc. Pero, fundamentalmente, la flexión es el resultado de la tensión interna en la tubería de acero. En pocas palabras, la flexión es un desequilibrio de tensiones. Entonces, ¿una tubería de acero recta no tiene tensión interna? No. Las tuberías de acero rectas también tienen tensión interna, pero esta es menor.
¿Qué es la tensión interna? La temperatura, una fuerza de interacción entre moléculas que causa deformación debido a la influencia de fuerzas externas. Durante el conformado y la soldadura de tuberías de acero, también se ven afectadas por fuerzas externas como la temperatura de soldadura y la flexión durante el conformado, lo que genera tensión interna. La sección transversal de la tubería de acero tiene forma anular, y en esta área anular se generan dos tensiones básicas: una fuerza paralela a la forma anular y una fuerza perpendicular a la forma anular. Las tensiones paralelas provocarán la deformación circular del tubo; las tensiones verticales provocarán su curvatura. Por lo tanto, en la producción de tubos de acero con costura recta se utiliza un proceso de expansión de diámetro en frío. El objetivo es eliminar la tensión interna del tubo y aumentar su resistencia.
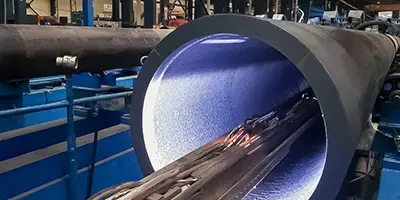
El tubo a enderezar se introduce en el rodillo inferior de la enderezadora desde el dispositivo de alimentación ubicado en el extremo izquierdo (o derecho) de la máquina. El rodillo superior se mueve hacia abajo para presionar el tubo y se detiene al alcanzar la posición correspondiente. Los rodillos superior e inferior están inclinados, respectivamente, en un ángulo determinado con respecto al eje del tubo a enderezar. La generatriz hiperbólica de los rodillos coincide con el diámetro exterior del tubo y forma una envolvente.
Los tres rodillos superiores presionan el tubo mediante sus respectivos cilindros hidráulicos, y los dos rodillos inferiores giran gracias a sus respectivos motores hidráulicos, impulsando el tubo tanto alrededor del eje como en dirección axial. Al cambiar la dirección de rotación del motor hidráulico, se pueden modificar tanto la dirección de rotación como la dirección de movimiento axial del tubo para lograr un enderezado reversible. El tubo enderezado se envía al soporte de material a través del dispositivo de descarga en el otro extremo. Para tubos con gran deformación local por flexión, los punzones en ambos extremos se pueden utilizar para realizar primero un enderezado parcial y luego un enderezado general.
Medición de longitud de tubo LSAW
1. Medición de la longitud de la regla de rejilla
El principio básico consiste en instalar dos reglas de rejilla de longitud fija en el exterior de ambos extremos de un tubo de acero con costura recta. La regla de rejilla se acciona mediante una varilla cerca de ambos extremos del tubo de acero. La longitud del tubo de acero con costura recta se mide mediante el fenómeno de interferencia de la luz. Presenta alta precisión. Sin embargo, las básculas son caras, difíciles de mantener y, por lo tanto, sensibles a los efectos del polvo y las vibraciones in situ.
2. Medición de longitud con cámara
La medición de longitud con cámara se realiza mediante el procesamiento de imágenes para medir la longitud de los tubos de acero. El principio consiste en instalar una serie de fotointerruptores equidistantes en una sección del rodillo transportador de tubos de acero con costura recta y añadir una fuente de luz y una cámara en otra sección. Cuando el tubo de acero pasa por esta área, su longitud se puede determinar mediante el fotointerruptor, basándose en la posición de la imagen capturada por la cámara en la pantalla. Su característica principal es que, al pasar el tubo de acero por el área de medición sin espacios, se pueden realizar mediciones en línea y obtener datos de longitud.
3. Medición de longitud con codificador
El principio consiste en instalar un codificador en el cilindro, utilizar este para impulsar el tubo de acero y moverlo sobre el tambor e instalar una serie de interruptores fotoeléctricos equidistantes en el otro lado. Cuando el interruptor fotoeléctrico en el extremo del cilindro toca el tubo de acero, la carrera del cilindro se puede convertir a partir de las lecturas registradas por el codificador para calcular la longitud del tubo de acero. Su característica es que es necesario elevar el tubo de acero para medir la longitud. Además, existen algunos errores en la detección del interruptor fotoeléctrico, lo que puede requerir una medición adecuada.
4. Medición de longitud con codificador mejorada
Este método es un método de medición indirecta. Al medir la distancia entre los dos extremos del tubo de acero y sus respectivos puntos de referencia, se puede medir indirectamente la longitud del tubo de acero. Coloque un vehículo de medición de longitud en ambos extremos del tubo de acero, con la posición inicial en cero y la distancia en L. A continuación, mueva el editor de longitud a la distancia de recorrido (L2, L3) de un extremo de cada tubo de acero, que corresponde a la longitud del tubo de acero. Este método de medición supera las dificultades de un gran volumen de tubos de acero, un entorno de producción complejo y la imposibilidad de que el mecanismo de medición cubra el soporte inferior del tubo de acero. Es fácil de usar, con una precisión de medición inferior a ±10 mm y una repetibilidad de ≤5 mm.

 English
English Español
Español بالعربية
بالعربية













 Teléfono:
Teléfono: Whatsapp:
Whatsapp: Correo electrónico:
Correo electrónico:


