ASTM A53 es una aleación de acero al carbono que se utiliza como acero estructural o para tuberías de baja presión. Las especificaciones de la aleación las establece ASTM International, en la especificación ASTM A53/A53M.
Esta especificación cubre los tubos de acero sin costura y los tubos de acero galvanizado en caliente y negros soldados en NPS 1/8 a NPS 26. El acero categorizado en esta norma debe procesarse en horno de solera abierta, con oxígeno básico o con horno eléctrico y debe tener los siguientes requisitos químicos: carbono, manganeso, fósforo, azufre, cobre, níquel, cromo, molibdeno y vanadio. La tubería se someterá a un proceso sin costura o de soldadura. Se realizarán pruebas de tensión, flexión y aplanamiento para asegurarse de que cumpla con las propiedades mecánicas de la norma. Se aplicará la prueba hidrostática, sin fugas a través de la costura de soldadura o el cuerpo de la tubería. Se realizará una prueba eléctrica no destructiva para asegurarse de que el volumen total de la tubería cumpla con la norma. El comprador tendrá derecho a realizar cualquiera de las inspecciones y pruebas establecidas en esta especificación cuando se considere necesario para garantizar que la tubería cumple con los requisitos especificados.
1. Alcance de ASTM A53
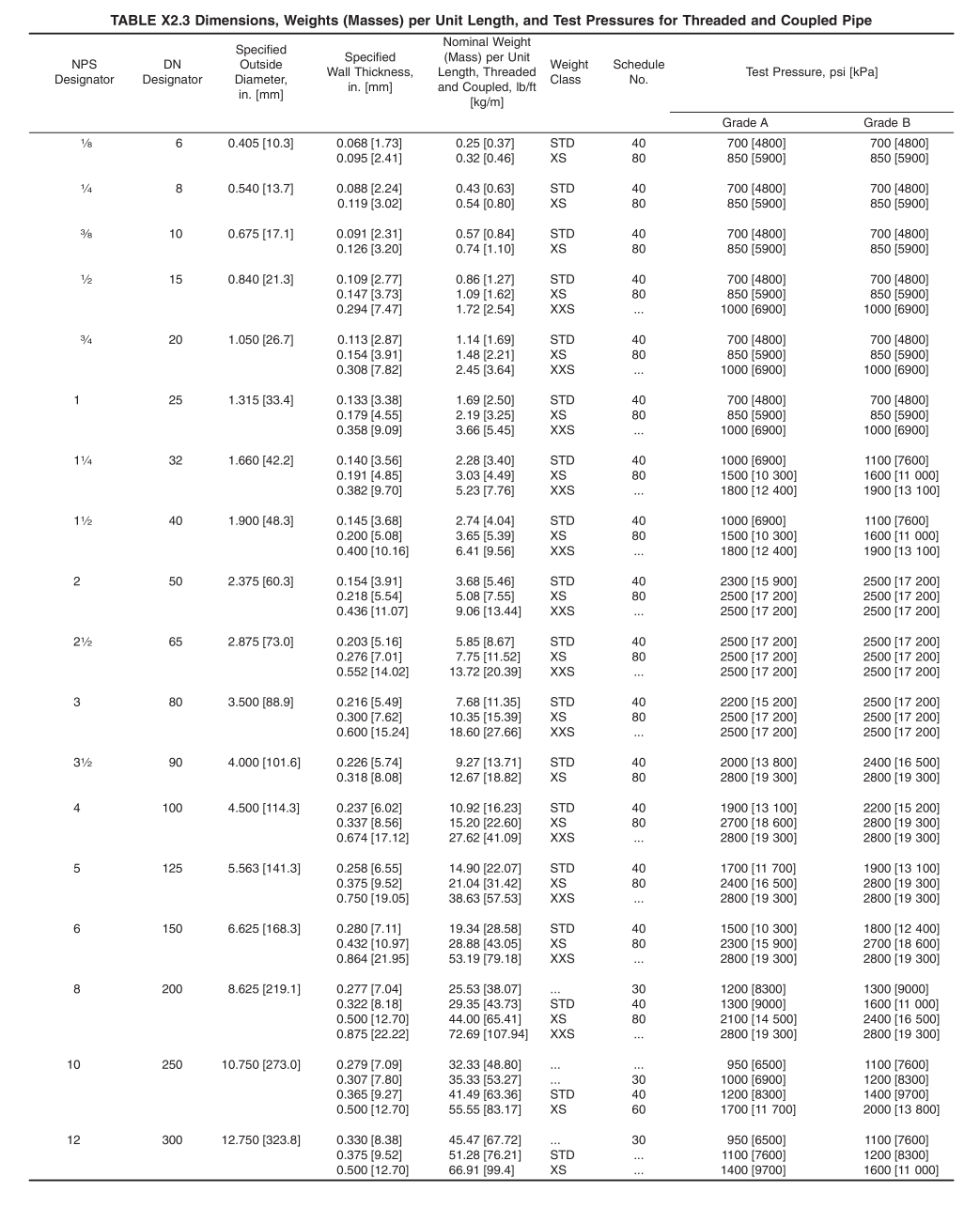
1.1 Esta especificación 2 cubre tuberías de acero negro y galvanizado por inmersión en caliente sin costura y soldadas de NPS1 ⁄ 8 a NPS 26 [DN6 a DN 650], con espesor de pared nominal como se indica en la Tabla X2.2 y la Tabla X2.3. Se permitirá suministrar tuberías con otras dimensiones siempre que dichas tuberías cumplan con todos los demás requisitos de esta especificación. Se proporcionan requisitos complementarios de naturaleza opcional y se aplicarán solo cuando lo especifique el comprador.
NOTA 1: Los designadores adimensionales NPS (tamaño nominal de la tubería) [DN (diámetro nominal)] han sido sustituidos en esta especificación por términos tradicionales como "diámetro nominal", "tamaño" y "tamaño nominal".
NOTA 2—El término espesor de pared nominal se ha asignado con fines de designación conveniente, existe solo de nombre y se utiliza para distinguirlo del espesor de pared real, que puede variar por encima o por debajo del espesor de pared nominal.
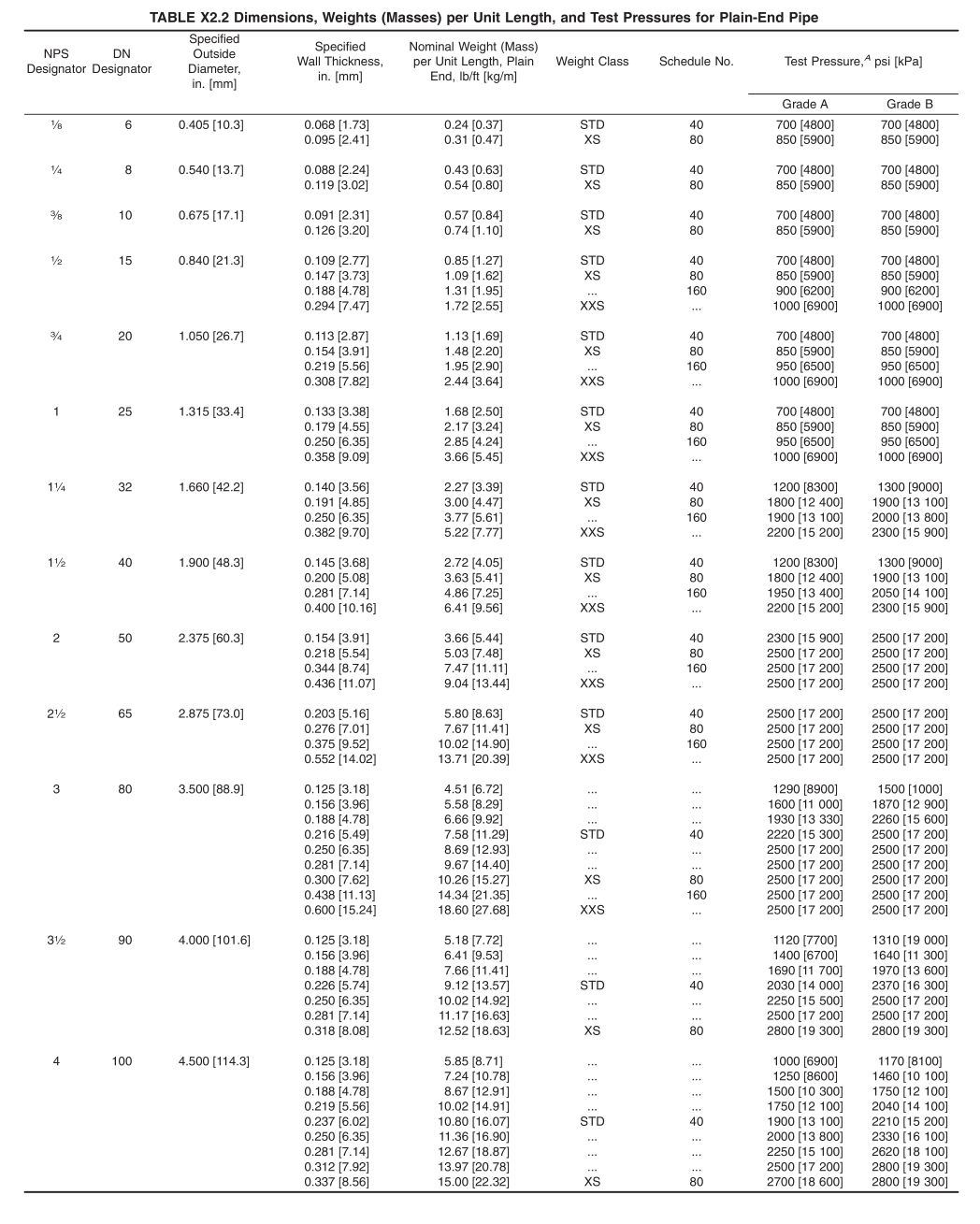
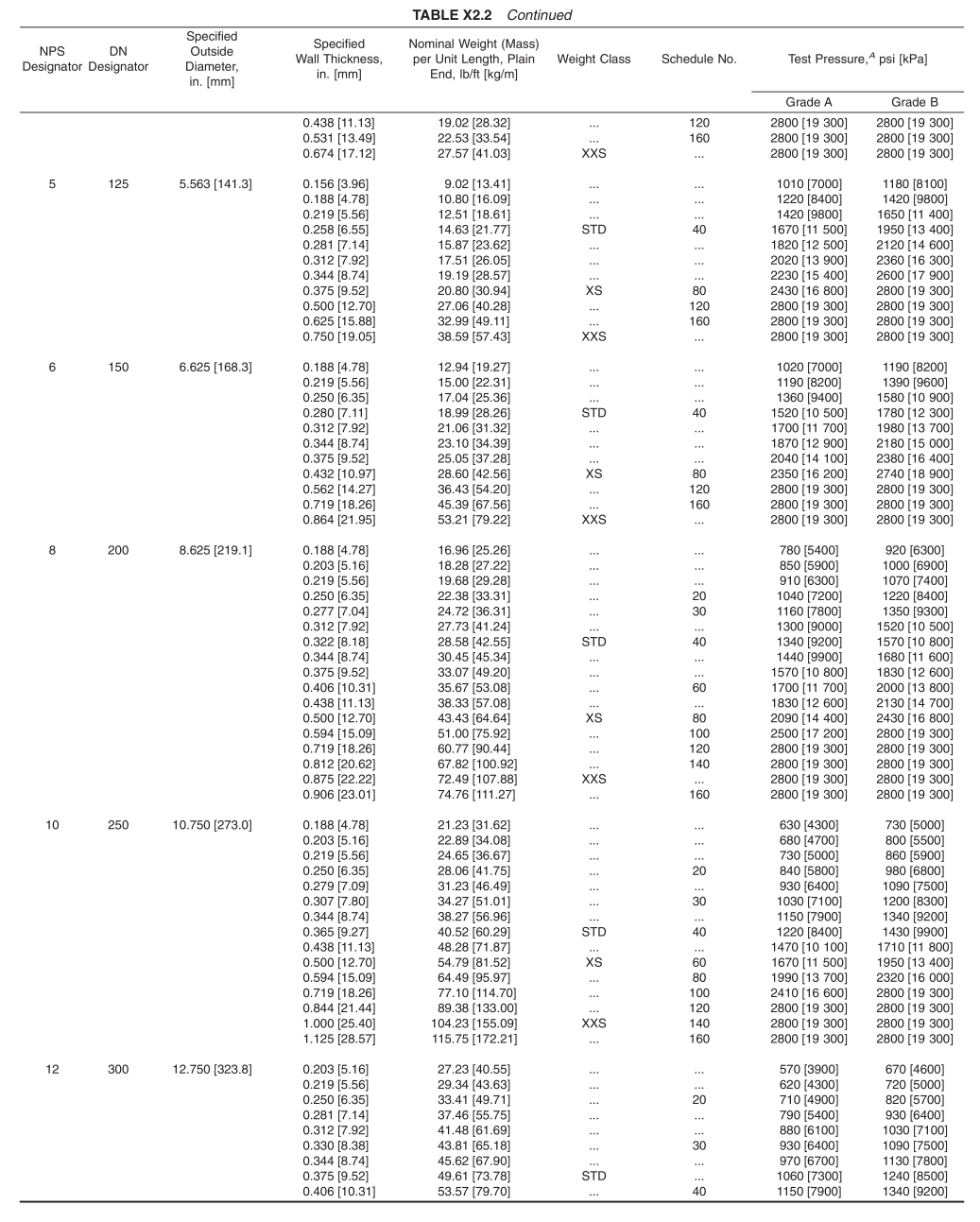
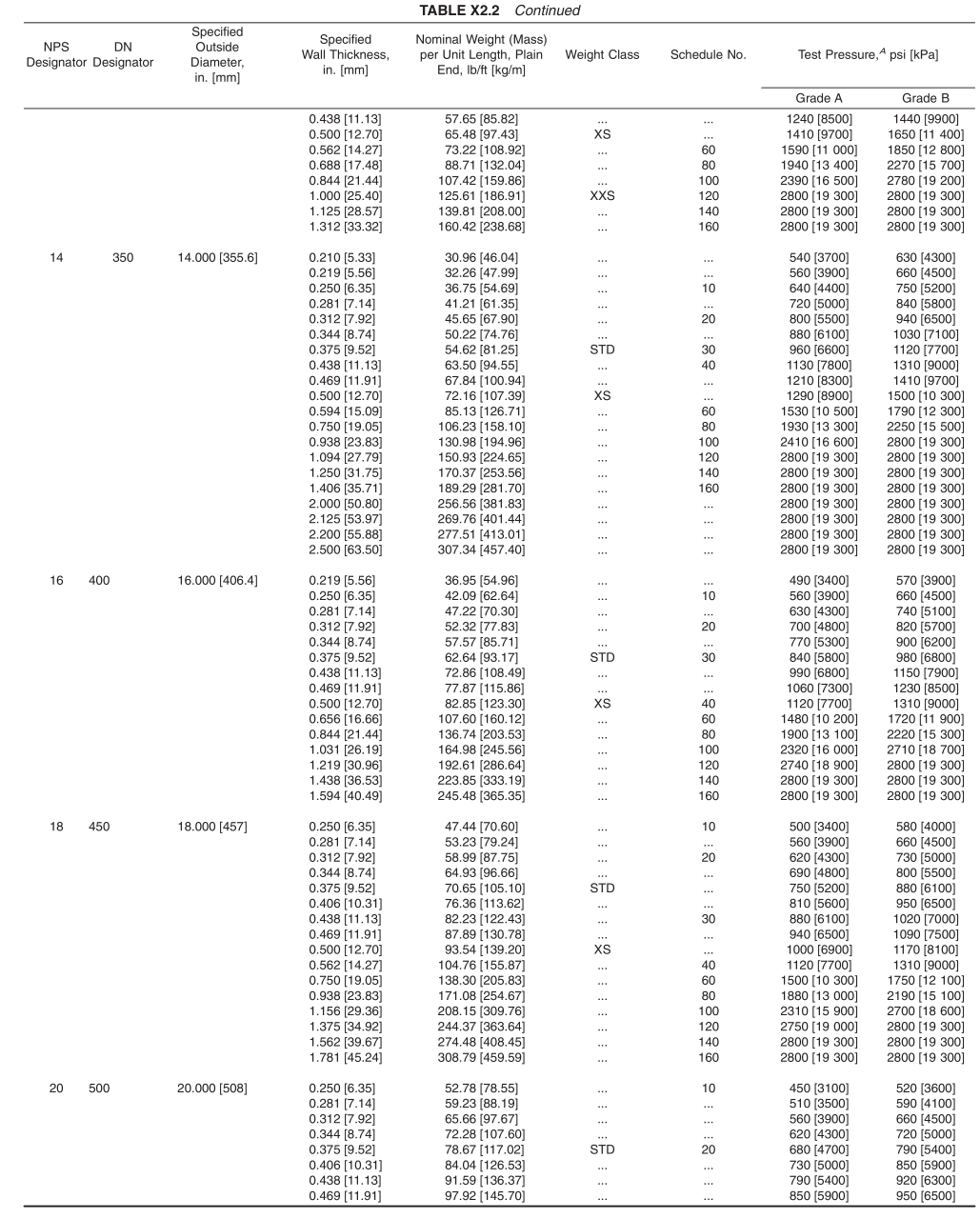
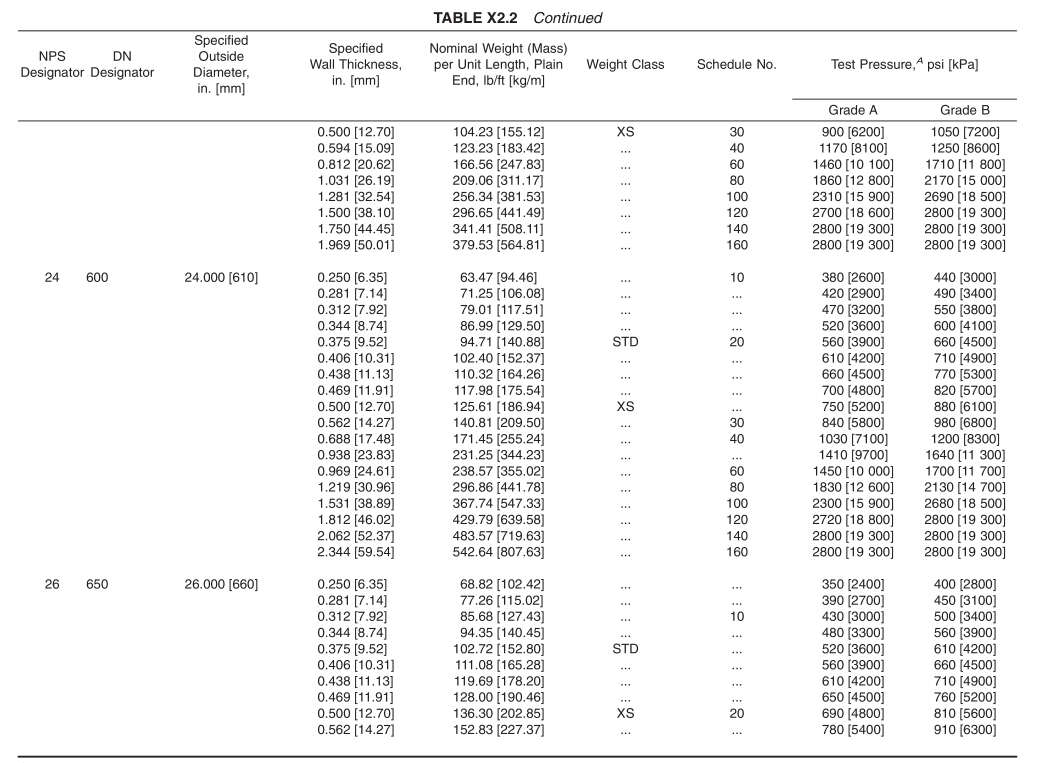
A La presión de prueba mínima para diámetros exteriores y espesores de pared no enumerados se calculará mediante la fórmula que se indica a continuación. La presión de prueba calculada se utilizará en todos los casos, excepto en los siguientes casos:
(1) Para espesores de pared especificados mayores que el espesor de pared especificado más pesado que se indica en esta tabla para el diámetro exterior especificado aplicable, la presión de prueba será el valor más alto que se indica para el diámetro exterior especificado y el grado aplicables.
(2) Para tuberías más pequeñas que NPS 2 [DN 50] con un espesor de pared especificado menor que el espesor de pared especificado más liviano que se indica en esta tabla para el diámetro exterior especificado y el grado aplicables.
(3) Para todos los tamaños de tuberías de Grado A y B menores que NPS 2 [DN 50], las presiones de prueba se asignaron de manera arbitraria. Las presiones de prueba para diámetros exteriores especificados intermedios no necesitan exceder las que se indican en esta tabla para el siguiente tamaño más grande que se indica.
P52St/D
donde:
P = presión hidrostática mínima de prueba, psi [kPa],
S = 0,60 veces la resistencia mínima de fluencia especificada, psi [kPa],
t = espesor de pared especificado, pulg. [mm],
D = diámetro exterior especificado, pulg. [mm].
1.2 Esta especificación cubre los siguientes tipos y grados:
(1) Tipo F: soldadura a tope en horno, soldadura continua, grado A,
(2) Tipo E: soldadura por resistencia eléctrica, grados A y B,
(3) Tipo S: sin costura, grados A y B.
1.3 Los tubos pedidos según esta especificación están destinados a aplicaciones mecánicas y de presión y también son aceptables para usos comunes en líneas de vapor, agua, gas y aire. Son adecuados para soldadura y para operaciones de conformado que involucran bobinado, doblado y rebordeado, sujeto a las siguientes calificaciones:
(1) El tipo F no está destinado al rebordeado.
(2) Si se requiere el tipo S o el tipo E para bobinado cerrado o doblado en frío, el grado A es el grado preferido; sin embargo, esto no tiene como objetivo prohibir el doblado en frío de los tubos de grado B.
(3) El tipo E se suministra sin expandir o expandido en frío, a elección del fabricante.
(4)Los valores indicados en unidades del SI o en unidades de pulgada-libra se deben considerar por separado como estándar. Los valores indicados en cada sistema pueden no ser equivalentes exactos; por lo tanto, cada sistema se debe utilizar independientemente del otro. La combinación de valores de los dos sistemas puede dar como resultado una no conformidad con la norma.
(5) Esta norma internacional se desarrolló de conformidad con los principios internacionalmente reconocidos sobre normalización establecidos en la Decisión sobre Principios para el Desarrollo de Normas, Guías y Recomendaciones Internacionales emitida por el Comité de Obstáculos Técnicos al Comercio (OTC) de la Organización Mundial del Comercio.
2. Materiales y fabricación de ASTM A53
(1) El acero para tuberías soldadas y sin costura se fabricará mediante uno o más de los siguientes procesos: horno de solera abierta, horno eléctrico u oxígeno básico.
(2) Si se moldean en serie aceros de diferentes grados, se requiere la identificación del material de transición resultante. El productor de acero deberá eliminar el material de transición mediante cualquier procedimiento establecido que separe positivamente los grados.
(3) La costura de soldadura de tuberías soldadas por resistencia eléctrica de Grado B se tratará térmicamente después de la soldadura a un mínimo de 1000 °F [540 °C] de modo que no quede martensita sin templar, o se procesará de otro modo de tal manera que no quede martensita sin templar.
(4) Cuando la tubería se expande en frío, la cantidad de expansión no deberá superar el 1½% del diámetro exterior especificado de la tubería.
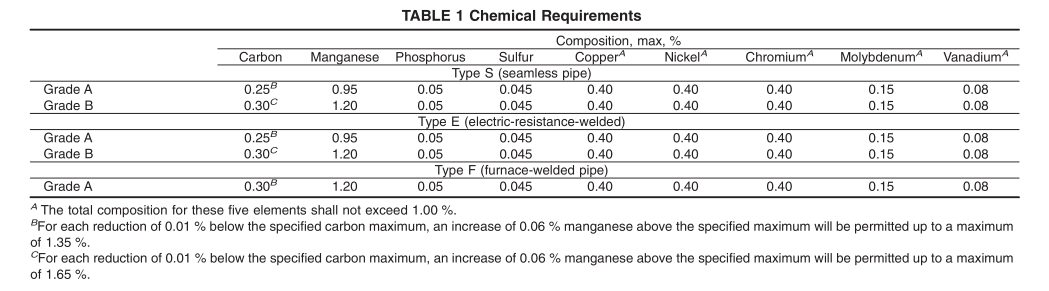
3. Composición química de ASTM A53
(1) El acero deberá cumplir con los requisitos de composición química que se indican en la Tabla 1 y el análisis químico deberá realizarse de acuerdo con los métodos de prueba, prácticas y terminología A751.
4. Análisis del producto de ASTM A53
(1) El comprador puede realizar un análisis de dos tubos de cada lote de 500 longitudes, o fracción de las mismas. Las muestras para el análisis químico, excepto para el análisis espectrográfico, se tomarán de acuerdo con la Práctica E1806. La composición química así determinada deberá cumplir con los requisitos que se indican en la Tabla 1.
(2) Si el análisis de cualquiera de los tubos no cumple con los requisitos que se indican en la Tabla 1, se realizarán análisis en tubos adicionales del doble de la cantidad original del mismo lote, cada uno de los cuales deberá cumplir con los requisitos especificados.
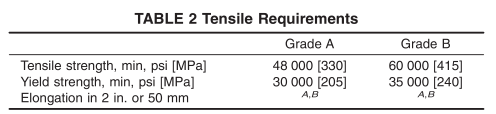
5. Propiedades mecánicas: resistencia a la tracción y límite elástico
Para las pruebas de tracción estándar ASTM A53 que no sean pruebas de tracción de soldadura transversal, se determinará el límite elástico correspondiente a un desplazamiento permanente del 0,2 % de la longitud calibrada o a una extensión del 0,5 % de la longitud calibrada bajo carga, la resistencia a la tracción y el alargamiento en 2 pulgadas o 50 mm, y los resultados de la prueba de tracción se ajustarán a los requisitos de propiedad de tracción aplicables que se indican en la siguiente tabla:
6. Comprobación hidrostática
Se especifican las tensiones de prueba de evaluación hidrostática para tubos con extremos ordinarios, así como para tubos roscados y acoplados. La tensión hidrostática se debe mantener durante no menos de 5 segundos para todos los tamaños de tubos lisos y soldados por resistencia eléctrica.
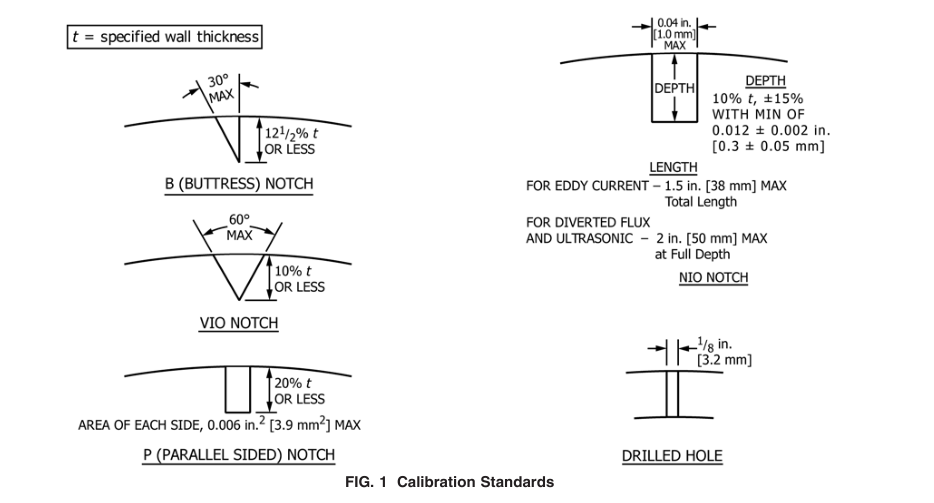
7. Estándares de calibración:
8. Variaciones permisibles en peso (masa) y dimensiones
(1) Peso (masa): el peso (masa) de la tubería no debe variar más del 6 10 % de su peso (masa) especificado, que se obtiene multiplicando su longitud medida por su peso (masa) especificado por unidad de longitud.
NOTA 6: para tuberías de NPS 4 [DN 100] o más pequeñas, la tolerancia de peso (masa) se aplica a los pesos (masas) de las elevaciones habituales de tubería producidas para su envío por la fábrica. Para tuberías de un tamaño mayor que NPS 4 [DN100], donde se pesan longitudes individuales, la tolerancia de peso (masa) se aplica a las longitudes individuales.
(2)Diámetro: para tuberías NPS 1 1 ⁄ 2 [DN 40] o más pequeñas, el diámetro exterior en cualquier punto no debe variar más de 61 ⁄ 64 in. [0,4 mm] con respecto al diámetro exterior especificado. Para tuberías NPS 2 [DN 50] o más grandes, el diámetro exterior no debe variar más del 6 1 % con respecto al diámetro exterior especificado. 10.3 Espesor: el espesor mínimo de la pared en cualquier punto no debe ser más del 12,5 % por debajo del espesor de pared especificado.
9. Métodos de prueba de ASTM A53
(1)Las muestras de prueba y las pruebas requeridas por esta especificación deben cumplir con las descritas en la última edición de Métodos de prueba y definiciones A370.
(2)Cada muestra de prueba de tensión longitudinal debe tomarse de un extremo de la tubería y no debe aplanarse entre las marcas de calibración.
(3)Las muestras de prueba para las pruebas de flexión y de aplanamiento se tomarán de la tubería. Las muestras de prueba para las pruebas de aplanamiento deberán tener los extremos lisos y libres de rebabas.
(4)Las pruebas se realizarán a temperatura ambiente.
10. Inspección de ASTM A53
El inspector que represente al comprador deberá tener acceso, en todo momento mientras se esté realizando el trabajo en virtud del contrato del comprador, a todas las partes de las instalaciones del fabricante que se relacionen con la fabricación de la tubería solicitada. El fabricante deberá proporcionar al inspector todas las facilidades razonables para asegurarse de que la tubería se está suministrando de acuerdo con esta especificación. Todas las pruebas (excepto el análisis del producto) e inspecciones se realizarán en el lugar de fabricación antes del envío, a menos que se especifique lo contrario, y se realizarán de manera que no interfieran innecesariamente con el funcionamiento de las instalaciones.

 English
English Español
Español بالعربية
بالعربية







 Teléfono:
Teléfono: Whatsapp:
Whatsapp: Correo electrónico:
Correo electrónico:


