ASTM A53 عبارة عن سبيكة من الفولاذ الكربوني، تستخدم كفولاذ هيكلي أو في السباكة منخفضة الضغط. يتم تحديد مواصفات السبائك بواسطة ASTM International، في المواصفة ASTM A53/A53M.
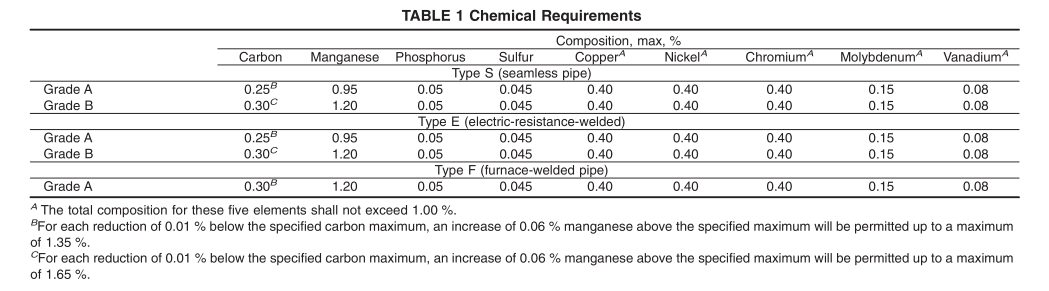
تغطي هذه المواصفة أنابيب الفولاذ غير الملحومة وأنابيب الفولاذ الملحومة السوداء والمجلفنة بالغمس الساخن في NPS 1/8 إلى NPS 26. يجب أن يكون الفولاذ المصنف في هذا المعيار معالجًا في موقد مفتوح أو بالأكسجين الأساسي أو بالفرن الكهربائي ويجب أن يكون لديه المتطلبات الكيميائية التالية: الكربون والمنجنيز والفوسفور والكبريت والنحاس والنيكل والكروم والموليبدينوم والفاناديوم. يجب أن تخضع الأنابيب لعملية اللحام أو اللحام. يجب إجراء اختبارات الشد والانحناء والتسطيح للتأكد من أنها يجب أن تلتزم بالخصائص الميكانيكية للمعيار. يجب تطبيق الاختبار الهيدروستاتيكي، دون تسرب عبر خط اللحام أو جسم الأنبوب. يجب إجراء اختبار كهربائي غير مدمر للتأكد من أن الحجم الكامل للأنبوب يجب أن يكون وفقًا للمعيار. يحق للمشتري إجراء أي من عمليات التفتيش والاختبارات المنصوص عليها في هذه المواصفة حيثما يعتبر ذلك ضروريًا لضمان أن الأنبوب يتوافق مع المتطلبات المحددة.
1. نطاق ASTM A53
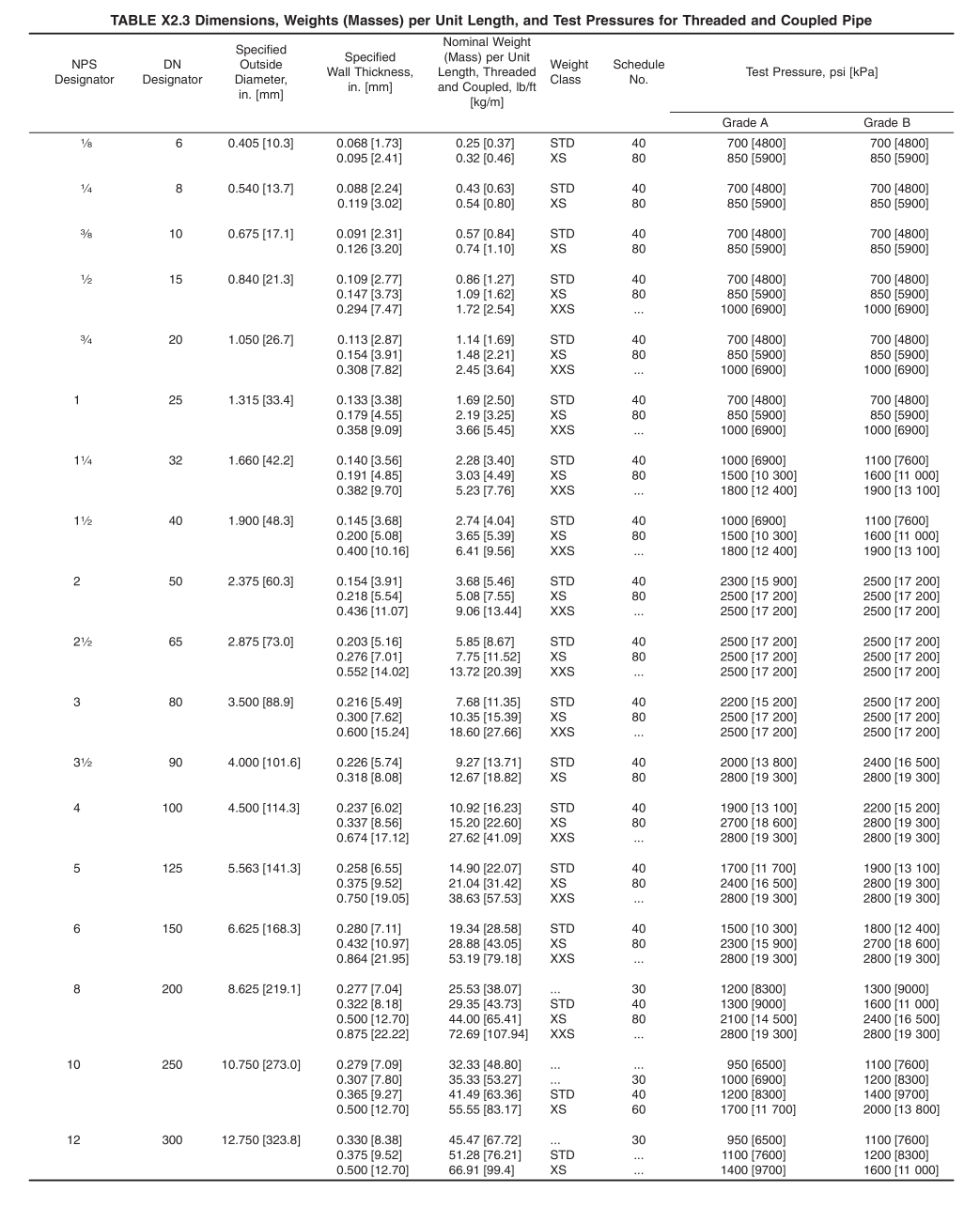
1.1 تغطي هذه المواصفة 2 الأنابيب الفولاذية الملحومة والمجلفنة بالغمس الساخن والملونة باللون الأسود في NPS1 ⁄ 8 إلى NPS 26 [DN6 إلى DN 650]، بسمك جدار اسمي كما هو موضح في الجدول X2.2 والجدول X2.3. يجوز توفير أنابيب ذات أبعاد أخرى شريطة أن تتوافق هذه الأنابيب مع جميع المتطلبات الأخرى لهذه المواصفة. يتم توفير متطلبات تكميلية ذات طبيعة اختيارية ولا تنطبق إلا عند تحديدها من قبل المشتري.
ملاحظة 1 - تم استبدال المصطلحات عديمة الأبعاد NPS (حجم الأنبوب الاسمي) [DN (القطر الاسمي)] في هذه المواصفة بمصطلحات تقليدية مثل "القطر الاسمي" و"الحجم" و"الحجم الاسمي".
ملاحظة 2 - تم تعيين مصطلح سمك الجدار الاسمي لغرض التسمية الملائمة، وهو موجود بالاسم فقط، ويُستخدم لتمييزه عن سمك الجدار الفعلي، والذي قد يختلف فوق أو تحت سمك الجدار الاسمي.
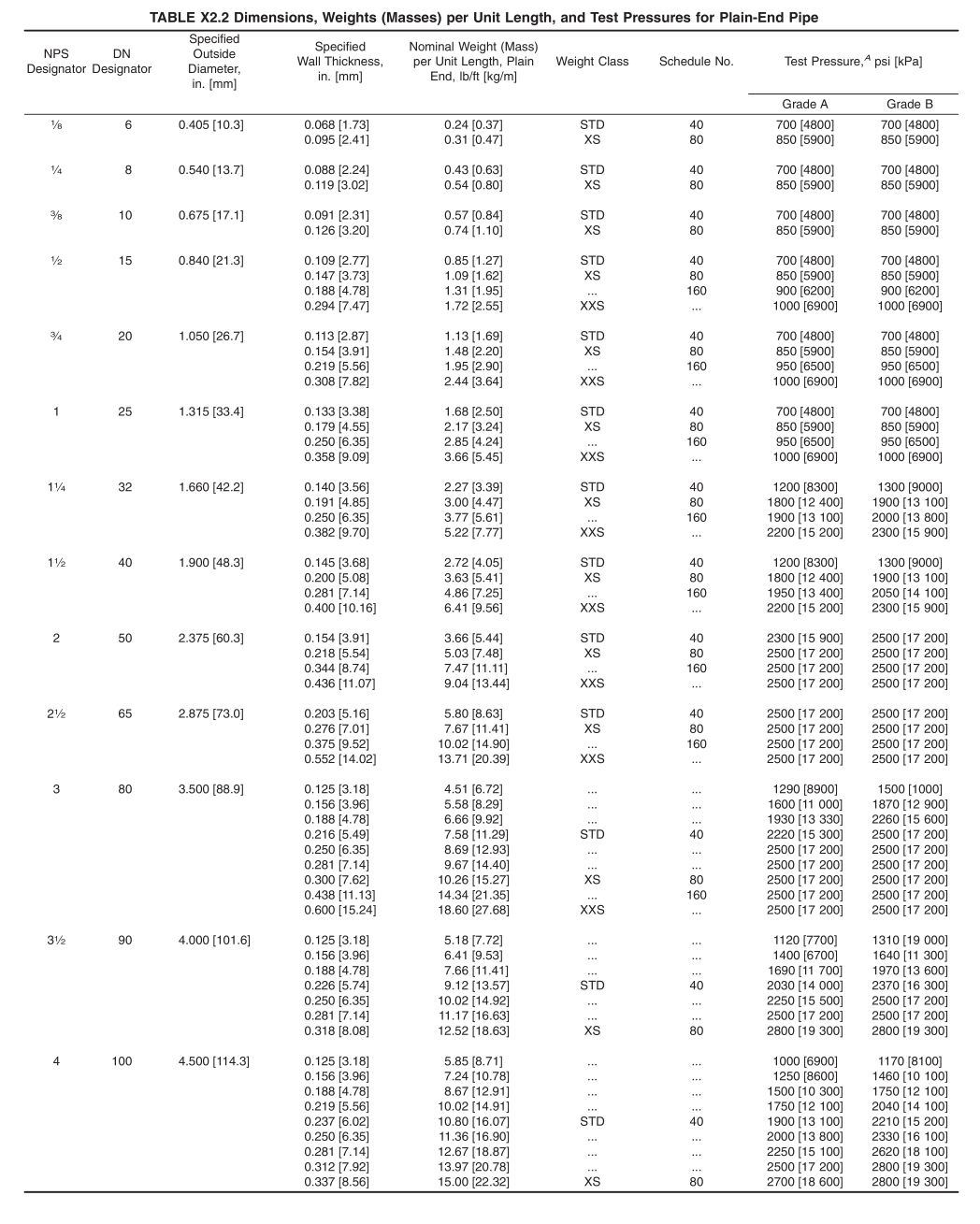
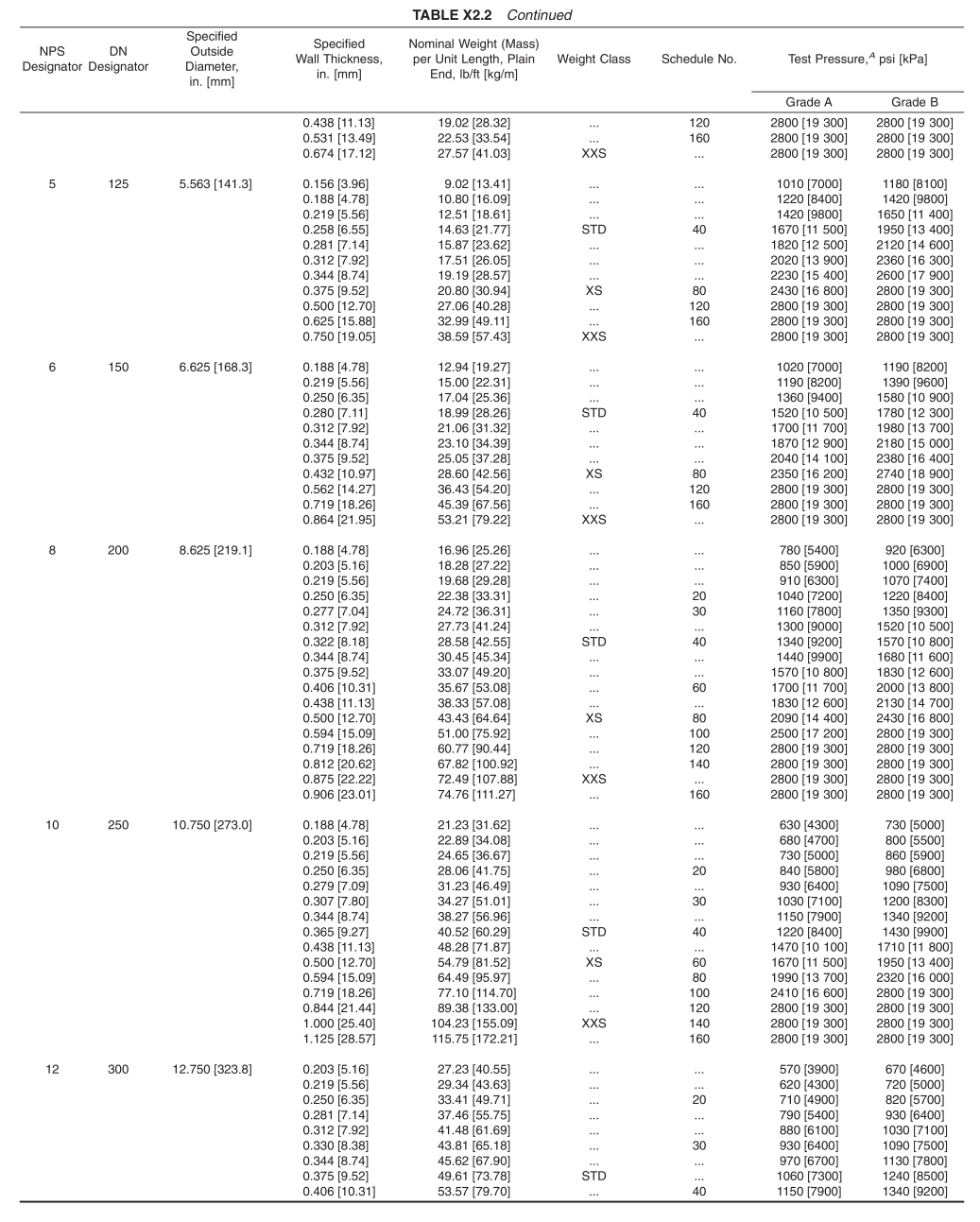
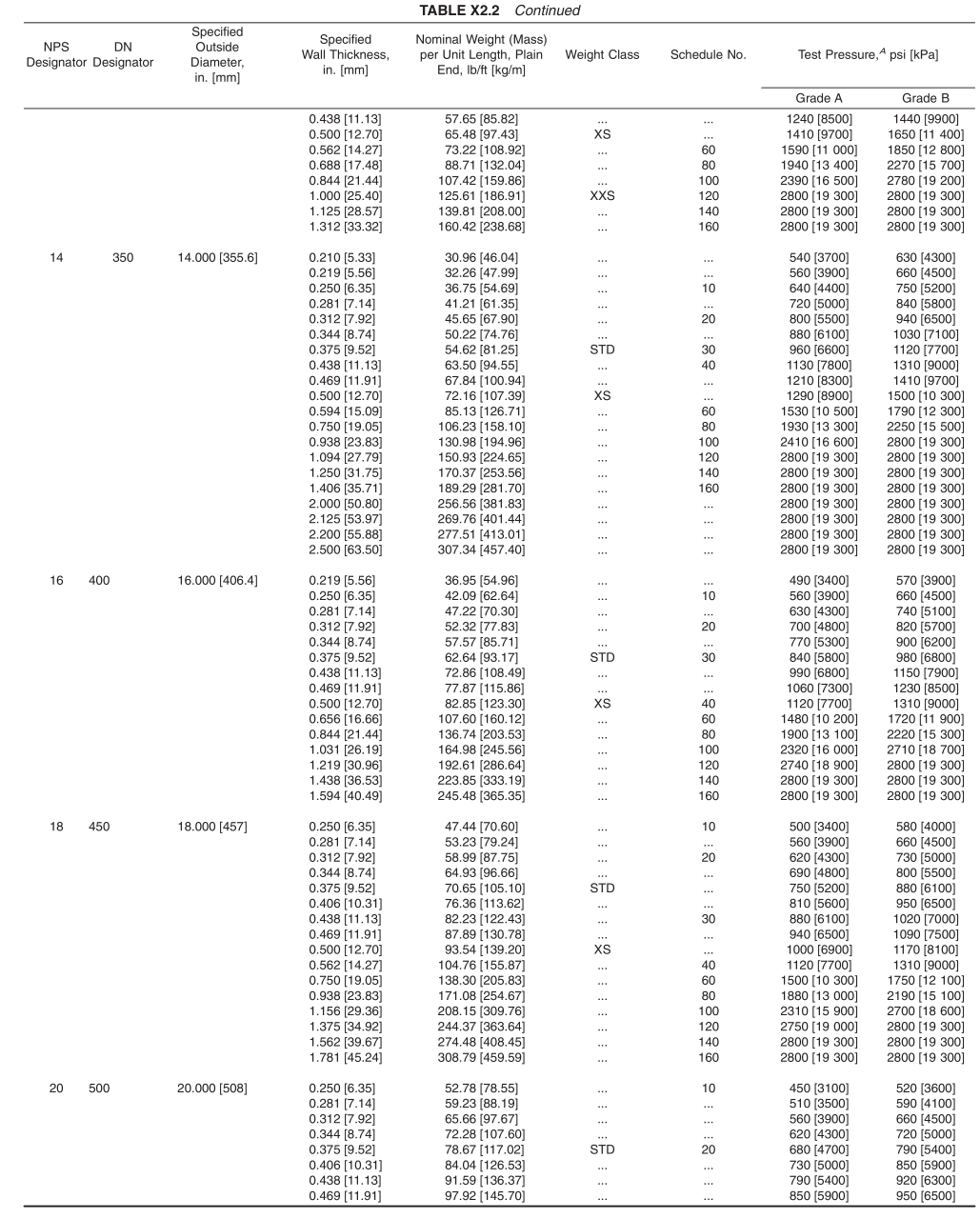
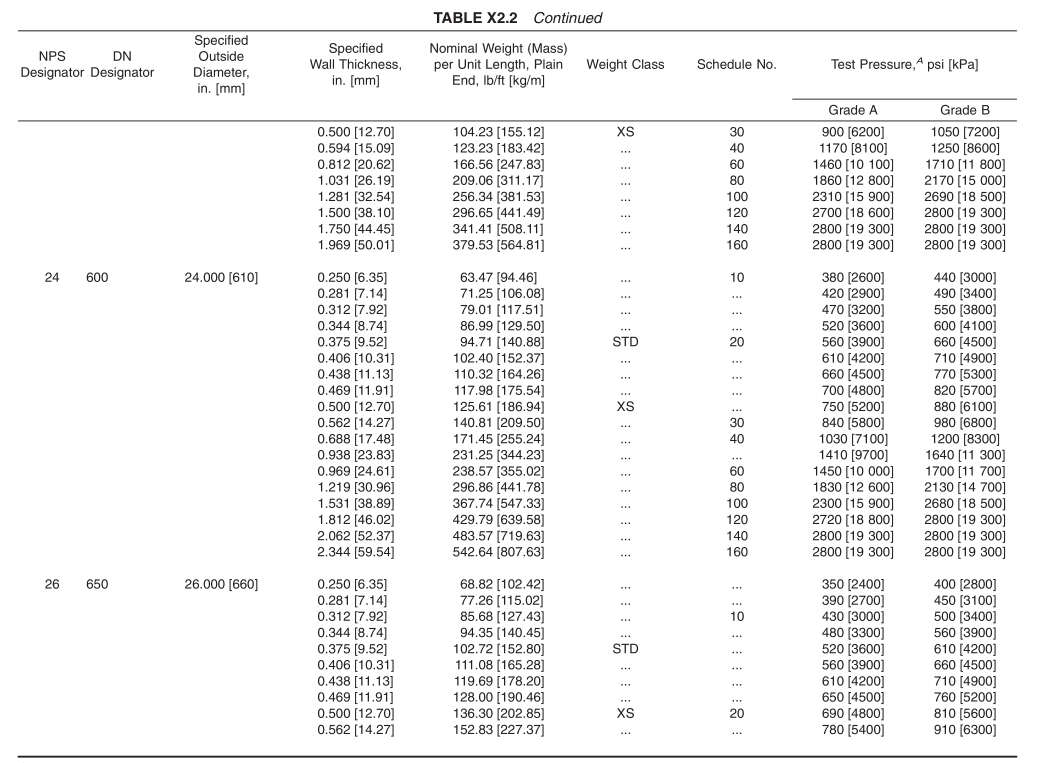
أ- يجب حساب الحد الأدنى لضغط الاختبار للأقطار الخارجية وسمك الجدار غير المدرجة بالصيغة الموضحة أدناه. يجب استخدام ضغط الاختبار المحسوب في جميع الحالات، باستثناء ما يلي:
(1) بالنسبة لسمك الجدار المحدد الذي يزيد عن أثقل سمك جدار محدد مدرج في هذا الجدول للقطر الخارجي المحدد المعمول به، يجب أن يكون ضغط الاختبار هو أعلى قيمة مدرجة للقطر الخارجي المحدد المعمول به والدرجة.
(2) بالنسبة للأنابيب الأصغر من NPS 2 [DN 50] مع سمك جدار محدد أقل من أخف سمك جدار محدد مدرج في هذا الجدول للقطر الخارجي المحدد المعمول به والدرجة.
(3) بالنسبة لجميع أحجام الأنابيب من الدرجة A وB الأصغر من NPS 2 [DN 50]، تم تعيين ضغوط الاختبار بشكل تعسفي. لا يلزم أن تتجاوز ضغوط الاختبار للأقطار الخارجية المحددة المتوسطة تلك الواردة في هذا الجدول للحجم الأكبر المدرج التالي.
P52St/D
حيث:
P = أدنى ضغط اختبار هيدروستاتيكي، psi [kPa]،
S = 0.60 مرة من الحد الأدنى المحدد لقوة الخضوع، psi [kPa]،
t = سمك الجدار المحدد، in. [mm]،
D = القطر الخارجي المحدد، in. [mm].
1.2 تغطي هذه المواصفة الأنواع والدرجات التالية:
(1)النوع F—ملحومة بالفرن، ملحومة بشكل مستمر من الدرجة A،
(2)النوع E—ملحومة بالمقاومة الكهربائية، الدرجتان A وB،
(3)النوع S—بدون درزات، الدرجتان A وB.
1.3 الأنابيب المطلوبة بموجب هذه المواصفة مخصصة للتطبيقات الميكانيكية والضغطية ومقبولة أيضًا للاستخدامات العادية في خطوط البخار والماء والغاز والهواء. وهي مناسبة للحام، ومناسبة لعمليات التشكيل التي تتضمن اللف والانحناء والتشكيل، مع مراعاة المؤهلات التالية:
(1)النوع F غير مخصص للتشكيل.
(2) إذا كان النوع S أو النوع E مطلوبًا لللف الضيق أو الانحناء البارد، فإن الدرجة A هي الدرجة المفضلة؛ ومع ذلك، لا يُقصد من هذا منع الانحناء البارد لأنبوب الدرجة B.
(3) يتم توفير النوع E إما غير متمدد أو متمدد على البارد حسب اختيار الشركة المصنعة.
(4) يجب اعتبار القيم المذكورة إما بوحدات النظام الدولي للوحدات أو وحدات البوصة والرطل بشكل منفصل كمعيار. قد لا تكون القيم المذكورة في كل نظام مكافئة دقيقة؛ لذلك، يجب استخدام كل نظام بشكل مستقل عن الآخر. قد يؤدي الجمع بين القيم من النظامين إلى عدم التوافق مع المعيار.
(5) تم تطوير هذا المعيار الدولي وفقًا للمبادئ المعترف بها دوليًا بشأن التقييس والتي تم إنشاؤها في القرار بشأن مبادئ تطوير المعايير الدولية والإرشادات والتوصيات الصادرة عن لجنة الحواجز الفنية أمام التجارة (TBT) التابعة لمنظمة التجارة العالمية.
2. المواد وتصنيع ASTM A53
(1) يجب تصنيع الفولاذ لكل من الأنابيب الملحومة وغير الملحومة بواسطة واحدة أو أكثر من العمليات التالية: الموقد المفتوح، أو الفرن الكهربائي، أو الأكسجين الأساسي.
(2) إذا تم صب الفولاذ من درجات مختلفة على شكل خيوط متتالية، يلزم تحديد مادة الانتقال الناتجة. يجب على منتج الفولاذ إزالة مادة الانتقال بأي إجراء ثابت يفصل الدرجات بشكل إيجابي.
(3) يجب معالجة اللحام في الأنابيب الملحومة بالمقاومة الكهربائية من الدرجة ب بالحرارة بعد اللحام إلى حد أدنى 1000 درجة فهرنهايت [540 درجة مئوية] بحيث لا يتبقى أي مارتنسيت غير معالج، أو معالجتها بطريقة أخرى بحيث لا يتبقى أي مارتنسيت غير معالج.
(4) عندما يتم تمدد الأنبوب على البارد، يجب ألا تتجاوز كمية التمدد 1½٪ من القطر الخارجي المحدد للأنبوب.
3. التركيب الكيميائي لـ ASTM A53
(1) يجب أن يتوافق الفولاذ مع المتطلبات المتعلقة بالتركيب الكيميائي الموضحة في الجدول 1 ويجب أن يكون التحليل الكيميائي وفقًا لطرق الاختبار والممارسات والمصطلحات A751.
4. تحليل المنتج وفقًا لمعيار ASTM A53
(1)يُسمح للمشتري بإجراء تحليل لأنبوبين من كل دفعة بطول 500 أو جزء منه. يجب أخذ عينات للتحليل الكيميائي، باستثناء التحليل الطيفي، وفقًا للممارسة E1806. يجب أن يتوافق التركيب الكيميائي المحدد على هذا النحو مع المتطلبات الواردة في الجدول 1.
(2) إذا لم يتوافق تحليل أي من الأنبوبين مع المتطلبات الواردة في الجدول 1، فيجب إجراء التحليلات على أنابيب إضافية ضعف العدد الأصلي من نفس الدفعة، ويجب أن يتوافق كل منها مع المتطلبات المحددة.
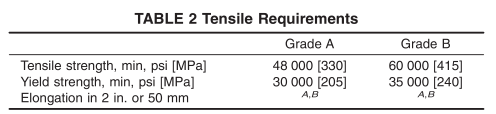
5. الخواص الميكانيكية: قوة الشد وقوة الخضوع
بالنسبة لاختبارات الشد القياسية ASTM A53 بخلاف اختبارات شد اللحام العرضي، يجب تحديد قوة الخضوع المقابلة للانحراف الدائم بنسبة 0.2% من طول المقياس أو لامتداد بنسبة 0.5% من طول المقياس تحت الحمل، وقوة الشد، والاستطالة بمقدار 2 بوصة أو 50 مم، ويجب أن تتوافق نتائج اختبار الشد مع متطلبات خاصية الشد المعمول بها والموضحة في الرسم البياني التالي:
6. الفحص الهيدروستاتيكي
يتم تحديد إجهادات الفحص الهيدروستاتيكي للأنابيب ذات النهاية العادية وكذلك الأنابيب الملولبة والمقترنة. يجب الحفاظ على الإجهاد الهيدروستاتيكي لمدة لا تقل عن 5 ثوانٍ لجميع أحجام الأنابيب الملساء وكذلك الأنابيب الملحومة بالمقاومة الكهربائية.
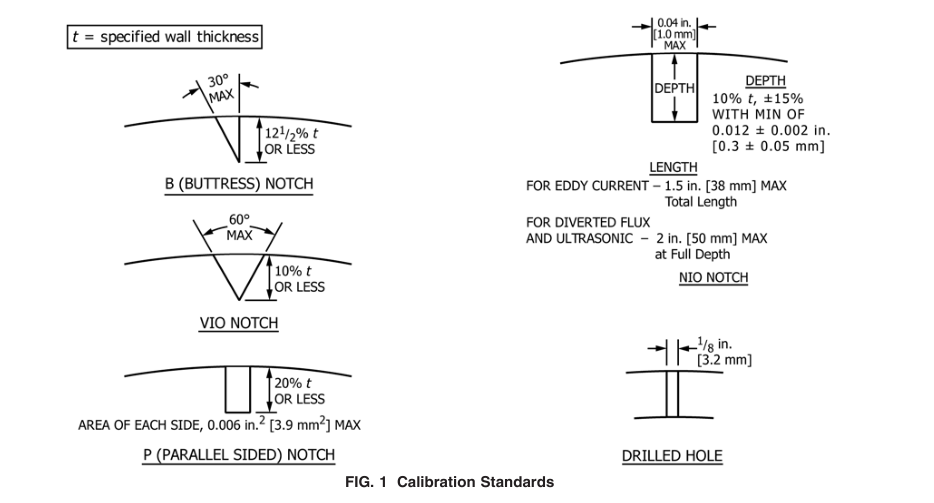
7. معايير المعايرة:
8. الاختلافات المسموح بها في الوزن (الكتلة) والأبعاد
(1)الوزن (الكتلة) - لا يجوز أن يختلف وزن (كتلة) الأنبوب أكثر من 6 10% عن وزنه (كتلته) المحدد، كما تم الحصول عليه عن طريق ضرب طوله المقاس في وزنه (كتلته) المحدد لكل وحدة طول.
ملاحظة 6 - بالنسبة للأنابيب NPS 4 [DN 100] أو الأصغر، فإن تسامح الوزن (الكتلة) ينطبق على أوزان (كتل) الرافعات المعتادة للأنابيب كما يتم إنتاجها للشحن بواسطة المصنع. بالنسبة للأنابيب الأكبر من NPS 4 [DN100]، حيث يتم وزن الأطوال الفردية، فإن تسامح الوزن (الكتلة) ينطبق على الأطوال الفردية.
(2) القطر - بالنسبة للأنابيب NPS 1 1 ⁄ 2 [DN 40] أو أصغر، يجب ألا يختلف القطر الخارجي عند أي نقطة أكثر من 61 ⁄ 64 بوصة [0.4 مم] عن القطر الخارجي المحدد. بالنسبة للأنابيب NPS 2 [DN 50] أو أكبر، يجب ألا يختلف القطر الخارجي أكثر من 6 1٪ عن القطر الخارجي المحدد. 10.3 السُمك - يجب ألا يزيد الحد الأدنى لسمك الجدار عند أي نقطة عن 12.5٪ تحت سمك الجدار المحدد.
9. طرق اختبار ASTM A53
(1) يجب أن تتوافق عينات الاختبار والاختبارات المطلوبة بموجب هذه المواصفة مع تلك الموضحة في أحدث إصدار من طرق الاختبار والتعريفات A370.
(2) يجب أخذ كل عينة اختبار شد طولي من طرف الأنبوب ويجب ألا يتم تسويتها بين علامات القياس.
(3) يجب أخذ عينات الاختبار لاختبارات الانحناء واختبارات التسوية من الأنابيب. يجب أن تكون عينات الاختبار لاختبارات التسوية ناعمة على الأطراف وخالية من النتوءات.
(4) يجب إجراء الاختبارات في درجة حرارة الغرفة.
10. فحص ASTM A53
يجب أن يكون للمفتش الذي يمثل المشتري حق الدخول، في جميع الأوقات أثناء تنفيذ العمل بموجب عقد المشتري، إلى جميع أجزاء أعمال الشركة المصنعة التي تتعلق بتصنيع الأنبوب المطلوب. يجب على الشركة المصنعة أن توفر للمفتش جميع التسهيلات المعقولة للتأكد من أن الأنبوب يتم توفيره وفقًا لهذه المواصفات. يجب إجراء جميع الاختبارات (باستثناء تحليل المنتج) والفحص في مكان التصنيع قبل الشحن، ما لم يُنص على خلاف ذلك، ويجب إجراؤها بحيث لا تتداخل بشكل غير ضروري مع تشغيل الأعمال.

 English
English Español
Español بالعربية
بالعربية







 تلفون .:
تلفون .: واتساب:
واتساب: البريد الإلكتروني:
البريد الإلكتروني:


