تشير قوة أنابيب التغليف إلى قدرة المادة على مقاومة القوى الخارجية ومنع الفشل. في هندسة البترول، تلعب أنابيب التغليف دورًا حاسمًا في تحمل الضغط تحت الأرض، ومنع انهيار البئر، وعزل التكوينات. قوتها ضرورية للحفاظ على استقرار البئر وضمان التشغيل الآمن.
ترتبط قوة أنابيب التغليف ارتباطًا وثيقًا بالخصائص الميكانيكية للمادة، بما في ذلك قوة الخضوع، وقوة الشد، وقوة الضغط، وقوة القص. يمكن الحصول على مؤشرات الأداء الميكانيكية هذه من خلال التجارب أو الحسابات النظرية. في التطبيقات العملية، يجب أن تلبي قوة أنابيب التغليف سلسلة من متطلبات التصميم لضمان التشغيل الآمن للبئر.
قوة خضوع أنابيب التغليف
تشير قوة خضوع أنابيب التغليف إلى قدرة المادة على الخضوع للتشوه البلاستيكي عند تعرضها للإجهاد. عندما يتعرض أنبوب التغليف لقوى خارجية ويصل إلى قوة خضوعه، فإنه سيخضع للتشوه البلاستيكي ولن يتمكن بعد الآن من العودة بالكامل إلى شكله الأصلي. يحدث هذا لأن البنية البلورية الداخلية لمادة أنبوب التغليف تتغير تحت الضغط.
ما هي قوة أنابيب التغليف API؟
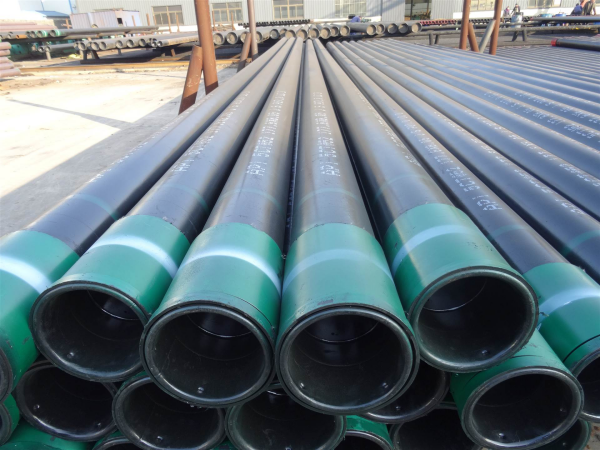
تتمتع أنابيب التغليف API 5CT P110 بمستويات قوة أعلى من الدرجات مثل J55/K55 وN80 وL80 وT95، مع قوة شد لا تقل عن 862 ميجا باسكال وقوة خضوع تتراوح من 758 إلى 965 ميجا باسكال. يتم تمييز نهايات أنابيب التغليف P110 بأشرطة بيضاء لتعيين هذه المادة. تُستخدم على نطاق واسع في بيئات محددة لحفر النفط وإنتاجه، وخاصة في آبار النفط العميقة.
متطلبات الجودة لأنابيب التغليف
أثناء الحفر، يمكن أن تتسبب أنابيب الحفر في حدوث صدمات شديدة وتآكل لأنابيب التغليف. إذا كانت هناك مشاكل في سلسلة التغليف داخل البئر، فقد يؤدي ذلك إلى حوادث كبيرة، حتى أنه قد يؤدي إلى هجر البئر. لذلك، يجب أن تلبي جودة أنابيب التغليف المتطلبات التالية لضمان سلامة البئر.
متطلبات المواد يتم اختيار أنابيب الفولاذ غير الملحومة بشكل عام بناءً على معايير مثل عمق وجودة البئر. عند اختيار مواد التغليف، يجب أيضًا مراعاة جودة سلسلة التغليف. بالنسبة لأنابيب التغليف التي يقل وزنها عن 10 أطنان، يمكن استخدام درجات الفولاذ المنخفضة الكربون العادية. بالنسبة لتلك التي يتراوح وزنها بين 10 و20 طنًا، يوصى باستخدام درجات الفولاذ DZ40-DZ50، وبالنسبة لأنابيب التغليف التي تزن 20 طنًا أو أكثر، يجب استخدام درجات DZ50 وأعلى. بالإضافة إلى ذلك، يجب أن تكون مادة وصلات التغليف من درجة أعلى من التغليف نفسه.
متطلبات انحناء أنابيب التغليف يشير انحناء أنابيب التغليف إلى درجة الانحناء على طول الأنبوب، ويمثله ارتفاع القوس عند أقصى نقطة انحناء. ويمكن التعبير عن ذلك بانحناء محلي (مم/م) أو انحناء الطول الكلي (%). في حفر الآبار العميقة، تكون معايير الانحناء التالية مطلوبة بشكل عام: بالنسبة لأنابيب التغليف التي يبلغ قطرها ≤Φ89mm، يجب أن يكون الانحناء المحلي في حدود 1 مم/1.5 متر؛ بالنسبة للأقطار الأكبر من Φ89mm، يجب أن يكون الانحناء المحلي في حدود 1 مم/1 متر.
متطلبات البيضاوية وتوحيد سمك الجدار البيضاوية (أو عدم الاستدارة) لأنبوب التغليف هي الفرق بين الحد الأقصى والأدنى للأقطار الخارجية للمقطع العرضي للأنبوب. بشكل عام، يجب ألا يتجاوز البيضاوية 80% من تسامح القطر الخارجي. بالنسبة لأنابيب التغليف التي يبلغ قطرها ≤Φ89mm، يجب التحكم في البيضاوية في حدود 0.5 مم، وبالنسبة للأقطار التي تزيد عن Φ89mm، يجب التحكم في البيضاوية في حدود 1.0 مم. يشير عدم تساوي سمك الجدار إلى الاختلافات في سمك الجدار عبر المقطع العرضي للأنبوب والجسم الطولي. لا ينبغي أن يتجاوز هذا 80٪ من تسامح سمك الجدار. بالنسبة للأقطار ≤Φ89mm، يجب التحكم في عدم تساوي سمك الجدار في حدود 0.3 مم، وبالنسبة للأقطار التي تزيد عن Φ89mm، يجب التحكم في حدود 0.5 مم.
طرق توصيل أنابيب التغليف ومتطلبات جودة المعالجة
يمكن توصيل أنابيب التغليف من خلال التوصيل المباشر أو اللحام بالدرز أو الاقتران. بشكل عام، بالنسبة لأنابيب التغليف التي يقل وزنها عن 10 أطنان، يتم استخدام اللحام المباشر أو اللحام بالدرز، وبالنسبة للأنابيب التي يزيد وزنها عن 10 أطنان، يتم استخدام وصلات الاقتران.
يجب تطبيق المعالجة الحرارية على وصلات ووصلات أنابيب التغليف العميقة لتعزيز قوتها.
يجب محاذاة خطوط مركز الخيط لكلا طرفي وصلات أنابيب التغليف، مع عدم تجاوز الانحراف المحوري 0.25 مم.
يجب أن تتوافق خيوط أنابيب التغليف والمفاصل ووصلات الوصلات مع معايير الحفر الجيولوجي وحفر البترول. عادةً ما تتبع عمليات الحفر الجيولوجي للآبار العميقة والكبيرة القطر معايير خيوط أنابيب النفط.
يجب أن تتبع دقة معالجة الخيوط على أنابيب التغليف والمفاصل ووصلات الوصلات المواصفات ذات الصلة بدقة.
بعد التشكيل، يجب أن تخضع أنابيب التغليف والمفاصل ووصلات الوصلات لفحص مروري باستخدام مقياس القطر الداخلي القياسي.
درجات فولاذ التغليف API
تتمتع معظم درجات فولاذ التغليف بتركيبات كيميائية متشابهة، مع تحديد الخصائص الفريدة لكل درجة من خلال نوع المعالجة الحرارية المستخدمة. تكمن الاختلافات الرئيسية بين درجات فولاذ التغليف في قوة الخضوع وقوة الشد والصلابة.
يتطلب API 5CT إجراء اختبارات إضافية لمجموعات التغليف معينة للتأكد من أن كل درجة مناسبة للاستخدام المقصود منها.
تطبيقات التغليف الشائعة (H40، J55، K55، M65، N80، R95)
نظرًا لتكلفتها المنخفضة مقارنة بدرجات الفولاذ الأخرى، فإن درجات J55 وK55 وN80 تعد خيارات شائعة للآبار ذات المتطلبات الأقل صرامة لمقاومة التآكل أو القوة.
M65 وR95 درجات أحدث، ولكل منها تطبيقاتها الخاصة. تكمن الاختلافات الأساسية بين درجات التغليف هذه في قوة الخضوع وقوة الشد.
H40
قوة الخضوع: 276-552 ميجا باسكال (40-80 كيلو باسكال)
أدنى قوة شد: 414 ميجا باسكال (60 كيلو باسكال)
كود لون API: لا شيء أو شريط أسود واحد
J55
قوة الخضوع: 379-552 ميجا باسكال (55-80 كيلو باسكال)
أدنى قوة شد: 517 ميجا باسكال (75 كيلو باسكال)
كود لون API: شريط أخضر ساطع واحد
K55
K55 له نفس قوة الخضوع مثل J55 ولكن قوة الشد الدنيا أعلى بنحو 26%.
قوة الخضوع: 379-552 ميجا باسكال (55-80 كيلو باسكال)
أدنى قوة شد: 665 ميجا باسكال (95 كيلو باسكال)
كود لون API: شريطان أخضران ساطعان
M65
لا يُستخدم M65 بشكل شائع وهو الدرجة الفولاذية الوحيدة بين الأغلفة العامة ذات القيود القصوى على الصلابة.
قوة الخضوع: 448-586 ميجا باسكال (65-85 كيلو باسكال)
أدنى قوة شد: 586 ميجا باسكال (85 كيلو باسكال)
كود لون API: شريط أخضر ساطع + شريط أزرق
N80
(N80-1، N80-Q) يتمتع N80-1 وN80-Q بنفس قوة الخضوع والشد، ولكن N80-Q المطفأ والمخفف يوفر مقاومة أفضل للضغط الداخلي والانهيار. من ناحية أخرى، يُفضَّل استخدام N80-1 نظرًا لانخفاض تكلفة إنتاجه وانخفاض الحاجة إلى مقاومة الانهيار.
قوة الخضوع: 552-758 ميجا باسكال (55-80 كيلو باسكال)
أدنى قوة شد: 689 ميجا باسكال (100 كيلو باسكال)
كود ألوان API: 1 أحمر (N80-1)، 1 شريط أحمر + 1 شريط أخضر ساطع (N80-Q)
R95
قوة الخضوع وقوة الشد في R95 هي نفسها الموجودة في T95، لكن R95 لا يتطلب اختبار SSC أو اختبار الصلابة. ونتيجة لذلك، فإن R95 هو بديل أكثر فعالية من حيث التكلفة من T95 للآبار حيث لا يوجد خطر حدوث تشققات إجهادية بسبب الكبريتيد.
قوة الخضوع: 655-758 ميجا باسكال (95-110 كيلو باسكال)
أدنى قوة شد: 727 ميجا باسكال (105 كيلو باسكال)
الخصائص الميكانيكية لأنبوب التغليف
|
rade
|
Type
|
Total elongation
under load
(%)
|
Yield strength
(min)Mpa
|
Yield strength
(max)Mpa
|
Tensile strength
min Mpa
|
Hardness
Max (HRC)
|
Hardness
Max (HBW)
|
|
J55
|
-
|
0.5
|
379
|
552
|
517
|
-
|
-
|
|
K55
|
-
|
0.5
|
379
|
552
|
655
|
-
|
-
|
|
N80
|
1
|
0.5
|
552
|
758
|
689
|
-
|
-
|
|
N80
|
Q
|
0.5
|
552
|
758
|
689
|
-
|
-
|
|
L80
|
1
|
0.5
|
552
|
655
|
655
|
23
|
241
|
|
L80
|
9Cr
|
0.5
|
552
|
655
|
655
|
23
|
241
|
|
L80
|
13Cr
|
0.5
|
552
|
655
|
655
|
23
|
241
|
|
C90
|
-
|
0.5
|
621
|
724
|
689
|
25.4
|
255
|
|
C95
|
-
|
0.5
|
655
|
758
|
724
|
-
|
-
|
|
T95
|
-
|
0.5
|
655
|
758
|
724
|
25.4
|
255
|
|
P110
|
-
|
0.6
|
758
|
965
|
862
|
-
|
-
|
|
Q125
|
All
|
0.65
|
862
|
1034
|
931
|
-
|
-
|

 English
English Español
Español بالعربية
بالعربية







 تلفون .:
تلفون .: واتساب:
واتساب: البريد الإلكتروني:
البريد الإلكتروني:


