مخفضات اللحام التناكبي المصنوعة من الفولاذ المقاوم للصدأ، والمعروفة أيضًا باسم مخفضات الفولاذ المقاوم للصدأ، هي نوع خاص من وصلات أنابيب الفولاذ المقاوم للصدأ، تُستخدم بشكل رئيسي لتوصيل أنبوبين بأقطار مختلفة. يمكن تقسيمها، وفقًا لاختلاف تركيبها، إلى مخفضات متحدة المركز من الفولاذ المقاوم للصدأ ومخفضات لامركزية من الفولاذ المقاوم للصدأ. تشير مخفضات متحدة المركز من الفولاذ المقاوم للصدأ إلى مخفضات يكون فيها مركزا القطرين على نفس المركز، مما يجعلها مناسبة للتحكم في معدل تدفق السوائل، ومناسبة لمد الأنابيب على الجدران أو على الأرض دون شغل مساحة. تشير مخفضات لامركزية من الفولاذ المقاوم للصدأ إلى مخفضات لامركزية من الفولاذ المقاوم للصدأ، حيث يكون مركزا القطرين على نفس المركز، ويمكن تقسيمها إلى نوعين: علوي مسطح وسفلي مسطح. تُستخدم مخفضات لامركزية علوية مسطحة لمنع الغازات ذات الكثافة المنخفضة من التجمع لأعلى وتدفقها خارج خط الأنابيب، بينما تُستخدم مخفضات لامركزية سفلية مسطحة من الفولاذ المقاوم للصدأ لمنع السوائل الملوثة أو المتراكمة من الغرق وسد خط الأنابيب.
تُستخدم مخفضات الفولاذ المقاوم للصدأ على نطاق واسع في أنظمة الأنابيب. سنتناول اليوم خصائصه بالتفصيل.
وفقًا لقطر مُخفِّض الفولاذ المقاوم للصدأ، يُقسَّم إلى ضغط لمرة واحدة أو ضغط متعدد. عملية تشكيل مُخفِّض الانكماش هي وضع قطعة أنبوبية مساوية لقطر الطرف الكبير للمُخفِّض في قالب التشكيل، والضغط على طول الاتجاه المحوري للقطعة، بحيث يتحرك المعدن على طول تجويف القالب وينكمش. وفقًا للمعيار GB/T13401-2005، يجب ألا تزيد استدارة مُخفِّض الفولاذ المقاوم للصدأ عن 1% من القطر الخارجي للطرف المقابل، والانحراف المسموح به هو ±3 مم.
خصائص توزيع مُخفِّضات الفولاذ المقاوم للصدأ:
1. تحت تأثير الضغط الداخلي، يُؤدي عزم الانحناء الناتج عن فرق الضغط بين الطرفين الكبير والصغير للمُخفِّض المُتحد المركز إلى فتح الطرف الكبير نسبيًا وانكماش الطرف الصغير نسبيًا.
٢. تحت تأثير الضغط الداخلي، يكون الإجهاد المحيطي للسطح الداخلي للطرف الكبير للجانب اللامركزي والسطح الخارجي للجزء الأوسط منه كبيرًا.
عملية تصنيع مخفضات الفولاذ المقاوم للصدأ
تُصنع مخفضات الفولاذ المقاوم للصدأ الملحومة بشكل رئيسي عن طريق دحرجة صفائح الفولاذ أو أنابيب الفولاذ. يتم اختيار عملية التصنيع المناسبة وفقًا لقطر الأنبوب.
طريقة دحرجة أنابيب الفولاذ: تُستخدم عادةً طريقة دحرجة أنابيب الفولاذ للمخفضات ذات أقطار الأنابيب الصغيرة. أثناء عملية الدحرجة، يجب تسخين أنبوب الفولاذ إلى ٨٠٠-٩٥٠ درجة مئوية، ثم يُطرق بالتساوي أثناء عملية التسخين لتشويهه تدريجيًا إلى الحجم المطلوب. وبشكل خاص، لا يُسخّن الجدار السفلي للمخفضات اللامركزية عادةً لضمان دقة الشكل.
طريقة دحرجة صفائح الفولاذ: تُصنع مخفضات الفولاذ ذات أقطار الأنابيب الكبيرة عن طريق دحرجة وقطع ولحام صفائح الفولاذ. أثناء عملية الدرفلة، يجب قطع الصفيحة الفولاذية إلى أحجام مناسبة، ثم دحرجتها ولحامها وتشكيلها. تأكد من أن الدرفلة متساوية لتجنب التشققات أو التشوهات.
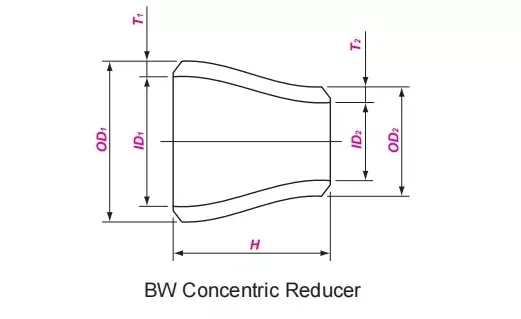
الخصائص البعدية لمخفضات الفولاذ المقاوم للصدأ متحدة المركز
تُعد مخفضات الفولاذ المقاوم للصدأ متحدة المركز وصلات أنابيب ملحومة تناكبيًا، ومُصنّعة وفقًا للمعيار الأمريكي ASME B16.9. تتجلى خصائصها البعدية في تنوع مواصفاتها، وتنوع سماكات جدرانها، ومجالات تطبيقها الواسعة، وإمكانية تخصيصها العالية. هذه الخصائص تجعلها مكونًا أساسيًا وهامًا في نظام الأنابيب.
|
Size Range
|
3/4" - 60" / DN20 - 1500
|
|
Thickness Schedule
|
SCH 10 - SCH 80, SCH 160, XXS
|
|
America Standard
|
ANSI / ASME B16.9 / MSS SP 43
|
|
Stainless Steel
|
ASTM A403 WP304/304L/304H, 316/316L, 310S, 317, 347, 904L
|
جدول حجم المخفض المركز ASME B16.9
|
OD1
|
OD2
|
END TO END
|
|
NPS
|
NPS
|
H
|
|
3/4
|
3/8 - 1/2
|
38
|
|
1
|
1/2 - 3/4
|
51
|
|
1-1/4
|
1/2 - 1
|
51
|
|
1-1/2
|
1/2 - 1-1/4
|
64
|
|
2
|
3/4 - 1-1/2
|
76
|
|
2-1/2
|
1 - 2
|
89
|
|
3
|
1-1/4 - 2-1/2
|
102
|
|
4
|
2 - 3-1/2
|
102
|
|
5
|
2 - 4
|
127
|
|
6
|
2-1/2 - 5
|
140
|
|
8
|
3-1/2 - 6
|
152
|
|
10
|
4 - 8
|
178
|
|
12
|
5 - 10
|
203
|
|
14
|
6 - 12
|
330
|
|
16
|
6 - 14
|
356
|
|
18
|
8 - 16
|
381
|
|
20
|
10 - 18
|
508
|
|
22
|
12 - 20
|
508
|
|
24
|
12 - 22
|
508
|
|
26
|
12 - 24
|
610
|
|
28
|
14 - 26
|
610
|
|
30
|
14 - 28
|
610
|
|
32
|
20 - 30
|
610
|
|
34
|
22 - 32
|
610
|
|
36
|
22 - 34
|
610
|
|
38
|
24 - 36
|
610
|
|
40
|
28 - 38
|
610
|
|
42
|
28 - 40
|
610
|
|
44
|
32 - 42
|
610
|
|
46
|
34 - 44
|
711
|
|
48
|
36 - 46
|
711
|
|
52
|
40 - 48
|
711
|
|
56
|
40 - 52
|
711
|
|
60
|
44 - 56
|
711
|

 English
English Español
Español بالعربية
بالعربية







 تلفون .:
تلفون .: واتساب:
واتساب: البريد الإلكتروني:
البريد الإلكتروني:


