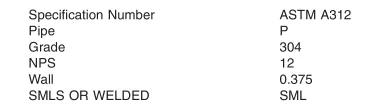
ASTM A312
1. النطاق
1.1 تغطي هذه المواصفة 2 أنابيب الفولاذ المقاوم للصدأ الأوستنيتي الملحومة بدون درزات، والمُلحومة بخياطة مستقيمة، والمُلحومة بكثافة على البارد، والمُصممة للاستخدام في درجات الحرارة العالية والتآكل العام.
1.2 تُعدّ الدرجات TP304H، وTP309H، وTP309HCb، وTP310H، وTP310HCb، وTP316H، وTP321H، وTP347H، وTP348H تعديلات على الدرجات TP304، وTP309Cb، وTP309S، وTP310Cb، وTP310S، وTP316، وTP321، وTP347، وTP348، وهي مُصممة للاستخدام في درجات حرارة تكون فيها خصائص الزحف والتمزق الإجهادي مهمة.
١.٣ تُقدَّم متطلبات تكميلية اختيارية للأنابيب التي يُشترط فيها إجراء اختبارات أكثر دقة. وتتطلب هذه المتطلبات إجراء اختبارات إضافية، ويُسمح، عند الحاجة، بتحديد واحد أو أكثر من هذه المتطلبات بالترتيب.
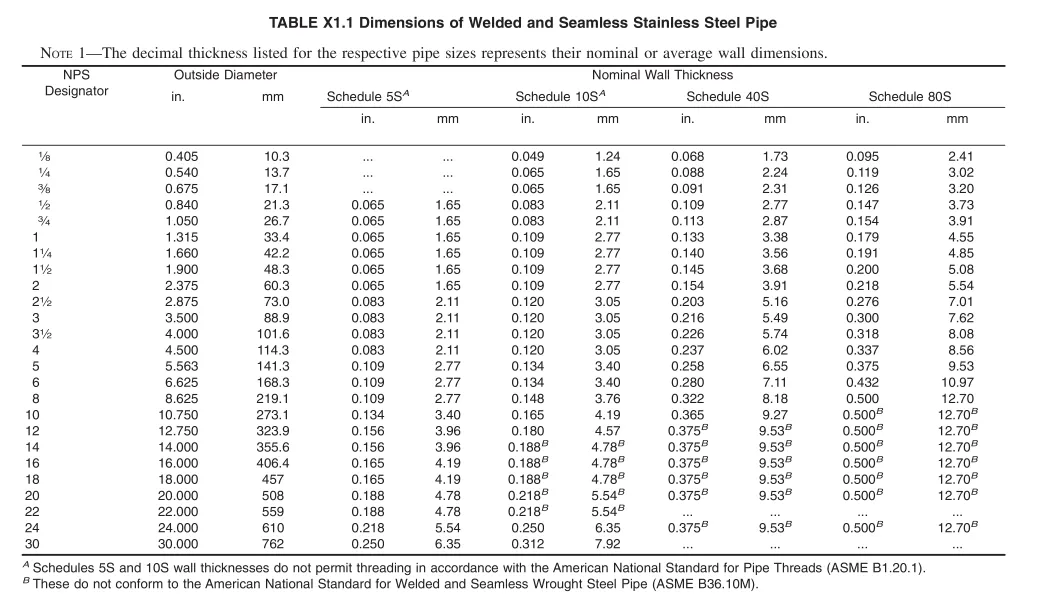
١.٤ يسرد الجدول X1.1 الأبعاد القياسية لأنابيب الفولاذ المقاوم للصدأ الملحومة وغير الملحومة، كما هو موضح في معيار ASME B36.19. تُطبَّق هذه الأبعاد أيضًا على الأنابيب شديدة التشكيل على البارد. ويُسمح بطلب وتوريد أنابيب ذات أبعاد أخرى، شريطة أن تتوافق مع جميع المتطلبات الأخرى لهذه المواصفة.
١.٥ تتطلب الفئتان TP321 وTP321H متطلبات قوة أقل للأنابيب المصنعة بطريقة اللحام غير الملحومة بسماكات جدار اسمية تزيد عن ٩.٥ مم. ١.٦ تُعتبر القيم المذكورة إما بوحدات النظام الدولي للوحدات (SI) أو بوحدات البوصة/الرطل (inch-pound) بشكل منفصل كمعيار. تظهر وحدات النظام الدولي للوحدات (SI) بين قوسين في النص. قد لا تكون القيم المذكورة في كل نظام مكافئة تمامًا؛ لذلك، يجب استخدام كل نظام بشكل مستقل عن الآخر. قد يؤدي دمج قيم النظامين إلى عدم المطابقة مع المعيار. تُطبق وحدات البوصة/الرطل ما لم يُحدد الرمز "M" لهذه المواصفة في الطلب.
ملاحظة ١ - استُبدل في هذا المعيار بالمصطلح عديم الأبعاد NPS (الحجم الاسمي للأنبوب) المصطلحات التقليدية مثل "القطر الاسمي" و"الحجم" و"الحجم الاسمي". ١.٧ طُوّرت هذه المواصفة الدولية وفقًا لمبادئ التقييس المعترف بها دوليًا، والمنصوص عليها في قرار مبادئ تطوير المعايير والأدلة والتوصيات الدولية الصادر عن لجنة الحواجز الفنية أمام التجارة (TBT) التابعة لمنظمة التجارة العالمية.
٢. المصطلحات
٢.١ التعاريف:
٢.١.١ تنطبق على هذه المواصفة التعريفات الواردة في المواصفة A999/A999M والمصطلحات A941.
٣. معلومات الطلب
٣.١ يجب أن تتوافق طلبات المواد لهذه المواصفة مع متطلبات الإصدار الحالي من المواصفة A999/A999M.
٤. المتطلبات العامة
٤.١ يجب أن تتوافق المواد المقدمة بموجب هذه المواصفة مع المتطلبات المعمول بها في الإصدار الحالي من المواصفة A999/A999M ما لم يُنص على خلاف ذلك في هذه الوثيقة. ٥. المواد والتصنيع
٥.١ التصنيع:
٥.١.١ يُصنع الأنبوب بإحدى العمليات التالية:
٥.١.٢ يُصنع الأنبوب غير الملحوم (SML) بعملية لا تتضمن لحامًا في أي مرحلة من مراحل الإنتاج.
٥.١.٣ يُصنع الأنبوب الملحوم (WLD) باستخدام عملية لحام آلية دون إضافة معدن حشو أثناء عملية اللحام.
٥.١.٤ يُصنع الأنبوب المُشَكَّل على البارد بشدة (HCW) بتطبيق عملية لحام على البارد بنسبة لا تقل عن ٣٥٪ في سمك كل من الجدار واللحام على الأنبوب الملحوم قبل التلدين النهائي. لا يُستخدَم أي حشو في عملية اللحام. قبل عملية اللحام على البارد، يجب فحص اللحام إشعاعيًا بنسبة ١٠٠٪ وفقًا لمتطلبات قانون ASME للغلايات وأوعية الضغط، القسم الثامن، القسم ١، آخر مراجعة، الفقرة UW-51.
٥.١.٥ يجب أن يكون للأنابيب الملحومة وأنابيب HCW من نوع NPS ١٤ وما دونها لحام طولي واحد. أما الأنابيب الملحومة وأنابيب HCW ذات الحجم الأكبر من NPS ١٤، فيجب أن يكون لها لحام طولي واحد، أو أن تُنتج بتشكيل ولحام مقطعين طوليين من مادة مسطحة بعد موافقة المشتري. يجب إجراء جميع اختبارات اللحام والفحوصات والفحوصات والمعالجات على كل وصلة لحام.
٥.١.٦، حسب اختيار الشركة المصنعة، يجب أن يكون الأنبوب إما مُصقولاً ساخناً أو بارداً.
٥.١.٧ يجب أن يكون الأنبوب خالياً من القشور وجزيئات الحديد الخارجية الملوثة. لا يُعد التنظيف بالملح أو التفجير أو تشطيب السطح إلزامياً عند التلدين اللامع للأنبوب. يجوز للمشتري طلب معالجة سلبية للأنبوب النهائي.
٥.٢ المعالجة الحرارية - يجب تجهيز جميع الأنابيب بحالة المعالجة الحرارية وفقًا لمتطلبات الجدول ٢. أما بالنسبة للأنابيب غير الملحومة، فبعد التشكيل الساخن مباشرةً، وحيث لا تقل درجة حرارة الأنابيب عن الحد الأدنى لدرجة حرارة المعالجة بالمحلول المحددة في الجدول ٢، يجب تبريد كل أنبوب على حدة في الماء أو تبريده بسرعة بطرق أخرى (التبريد المباشر).
٦. التركيب الكيميائي
٦.١ يجب أن يتوافق الفولاذ مع متطلبات التركيب الكيميائي الموضحة في الجدول ١.
٧. تحليل المنتج
٧.١ بناءً على طلب المشتري، يُجري المُصنِّع تحليلًا لقطعة حديد واحدة أو طول واحد من الصلب المدرفل المسطح من كل دفعة، أو لأنبوبين من كل دفعة. تتكون دفعة الأنابيب من الأطوال التالية المتطابقة في الحجم وسمك الجدار من أي دفعة من الصلب:
٧.٢ تُبلَّغ نتائج هذه التحاليل للمشتري أو لممثله، ويجب أن تتوافق مع المتطلبات المحددة في القسم ٦.
٧.٣ إذا لم يتوافق تحليل أحد الاختبارات المحددة في البند ٧.١ مع المتطلبات المحددة في القسم ٦، فيُمكن إجراء تحليل لكل قطعة حديد أو أنبوب من نفس الدفعة، وتُقبل جميع القطع أو الأنابيب المطابقة للمتطلبات.
٨. الاختلافات المسموح بها في سمك الجدار
٨.١ بالإضافة إلى الحد الضمني لسمك جدار الأنابيب الملحومة والمفروض بموجب الحد الأقصى للوزن في المواصفة A999/A999M، يجب أن يكون سمك جدار الأنابيب الملحومة وغير الملحومة عند أي نقطة ضمن الحدود المسموح بها في الجدول ٣، باستثناء الأنابيب الملحومة، حيث لا تُحدد مساحة اللحام بحدود "التجاوز". يُبين الجدول X1.1 سمك الجدار والقطر الخارجي المطلوبين للفحص للتحقق من امتثال الأنابيب المطلوبة من قِبل NPS ورقم الجدول.
٩. متطلبات الشد
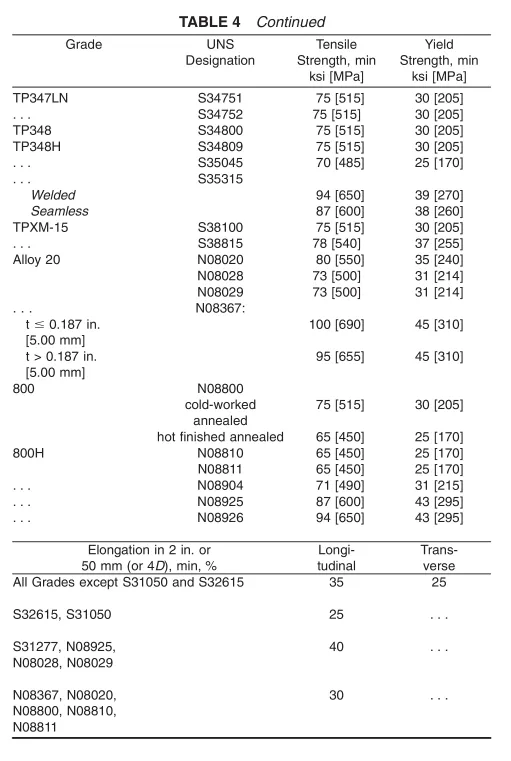
٩.١ يجب أن تتوافق خصائص الشد للمادة مع المتطلبات الموضحة في الجدول ٤.
١٠. الاختبارات الميكانيكية، وتحديد حجم الحبيبات، واختبارات تآكل اللحام المطلوبة
١٠.١ تعريف دفعة الاختبار الميكانيكي - يكون مصطلح "دفعة" للاختبارات الميكانيكية كما يلي:
١٠.١.١ عند الحصول على حالة المعالجة الحرارية النهائية، بما يتوافق مع متطلبات البند ٦.٢، في فرن مستمر أو عن طريق الإخماد بعد التشكيل الساخن، ينطبق مصطلح "دفعة" للاختبارات الميكانيكية على جميع الأنابيب التي لها نفس القطر الخارجي المحدد وسمك الجدار المحدد (أو الجدول) لنفس المعالجة الحرارية في نفس الفرن عند نفس درجة الحرارة والوقت عند التسخين وسرعة الفرن في نفس دورة الإنتاج، أو جميع الأنابيب التي لها نفس القطر الخارجي المحدد وسمك الجدار المحدد (أو الجدول) لنفس المعالجة الحرارية، والمشكلة على الساخن والمُخمّدة في نفس دورة الإنتاج.
10.1.2 عندما يتم الحصول على حالة المعالجة الحرارية النهائية، بما يتفق مع متطلبات 5.2، في فرن من نوع الدفعات مزود بمقاييس حرارة تسجيلية ويتم التحكم فيه تلقائيًا ضمن نطاق 50 درجة فهرنهايت [30 درجة مئوية] أو أقل، يجب أن ينطبق مصطلح الدفعة على جميع الأنابيب التي لها نفس القطر الخارجي المحدد وسمك الجدار المحدد (أو الجدول)، من نفس الحرارة، وتخضع لنفس درجة حرارة التشطيب ضمن نفس دورة الإنتاج. ١٠.١.٣ عند الحصول على حالة المعالجة الحرارية النهائية، بما يتوافق مع متطلبات البند ٦.٢، في فرن يعمل بنظام الدفعات، غير مزود بمقاييس حرارة، ويتم التحكم فيه تلقائيًا ضمن نطاق ٥٠ درجة فهرنهايت [٣٠ درجة مئوية] أو أقل، يُطبق مصطلح "الدفعة" على الأكبر من: (أ) كل ٢٠٠ قدم [٦٠ مترًا] أو جزء منها؛ و(ب) الأنابيب المعالجة حراريًا في نفس دفعة الفرن، للأنابيب ذات القطر الخارجي المحدد وسمك الجدار المحدد (أو الجدول الزمني)، والمُنتجة من نفس حرارة الفولاذ، والمُعرضة لنفس درجة حرارة التشطيب ضمن نفس دورة الإنتاج.
١٠.٢ اختبار الشد العرضي أو الطولي - يُجرى اختبار شد واحد على عينة لدفعات لا تزيد عن ١٠٠ أنبوب. تُجرى اختبارات الشد على عينات من أنبوبين لدفعات تزيد عن ١٠٠ أنبوب.
١٠.٣ اختبار التسطيح - بالنسبة للمواد المعالجة حرارياً في فرن مستمر، عن طريق الإخماد بعد التشكيل الساخن، أو في فرن دفعات مزود بمقاييس حرارة تسجيلية، ويتم التحكم فيه آلياً ضمن نطاق ٣٠ درجة مئوية أو أقل، يجب إجراء اختبارات التسطيح على عدد كافٍ من الأنابيب يُشكل ٥٪ من الدفعة، على ألا يقل طول الأنبوب بأي حال من الأحوال عن طولين. بالنسبة للمواد المعالجة حرارياً في فرن دفعات غير مزود بمقاييس حرارة تسجيلية، ويتم التحكم فيه آلياً ضمن نطاق ٣٠ درجة مئوية أو أقل، يجب إجراء اختبارات التسطيح على ٥٪ من الأنابيب من كل دفعة معالجة حرارياً.
١٠.٣.١ بالنسبة للأنابيب الملحومة، يُمكن إجراء اختبار ثني وجه اللحام الموجه عرضياً بدلاً من اختبار التسطيح وفقاً للطريقة الموضحة في ملحق منتجات الأنابيب الفولاذية من "طرق الاختبار والتعاريف" A370. بالنسبة للأنابيب الملحومة ذات سمك جدار محدد يزيد عن 3/8 بوصة، يُمكن إجراء اختباري انحناء جانبيين بدلاً من اختبار انحناء الوجه. تُعتبر ليونة اللحام مقبولة عند عدم وجود أي دليل على وجود شقوق في اللحام أو بين اللحام والمعدن الأساسي بعد الانحناء. تُؤخذ عينات اختبار من 5% من الدفعة من الأنبوب أو ألواح اختبار مصنوعة من نفس مادة الأنبوب، وتُثبت ألواح الاختبار في نهاية الأسطوانة وتُلحم كامتداد للدرز الطولي للأنبوب.
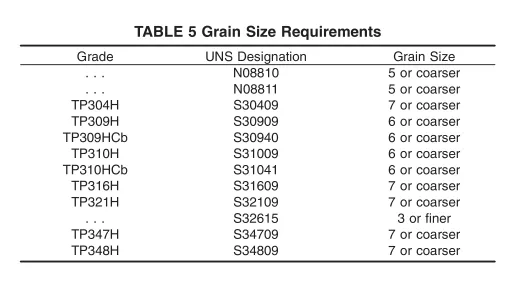
10.4 حجم الحبيبات - تُحدد أحجام الحبيبات، وفقًا لطرق الاختبار E112، على الدرجات المذكورة في الجدول 5. تُحدد أحجام الحبيبات في كل دفعة معالجة حرارية، كما هو مُحدد في البند 10.1، لنفس عدد الأنابيب الموصوف لاختبار التسطيح في البند 10.3. يجب أن تتوافق نتائج حجم الحبيبات مع المتطلبات المنصوص عليها في الجدول 5.
١٠.٥ يجب أن يكون أنبوب HCW قادرًا على اجتياز اختبارات اضمحلال اللحام المدرجة في الملحق S9 بنسبة فقد معدن اللحام إلى المعدن الأساسي تتراوح بين ٠.٩٠ و١.١. لا يُشترط إجراء هذا الاختبار إلا إذا تم تحديد S9 في طلب الشراء.
١١. الاختبار الهيدروستاتيكي أو الاختبار الكهربائي غير الإتلافي
١١.١ يجب أن يخضع كل أنبوب للاختبار الكهربائي غير الإتلافي أو الاختبار الهيدروستاتيكي. ويعتمد نوع الاختبار المُستخدم على اختيار الشركة المُصنِّعة، ما لم يُنص على خلاف ذلك في طلب الشراء.
١١.٢ يجب أن يكون الاختبار الهيدروستاتيكي وفقًا للمواصفة A999/A999M، ما لم يُعفى تحديدًا بموجب أحكام البند ١٠.٣.
١١.٣ بالنسبة للأنابيب التي تساوي أبعادها أو تتجاوز NPS10، يُسمح للمشتري، بموافقة الشركة المُصنِّعة، بالتنازل عن شرط الاختبار الهيدروستاتيكي عند إجراء اختبار للنظام بدلاً من هذا الاختبار. يجب أن يتضمن كل طول أنبوب مُقدم دون اختبار هيدروستاتيكي مُكتمل من الشركة المُصنِّعة، مع العلامات الإلزامية، الأحرف "NH".
11.4 يجب أن يكون الاختبار الكهربائي غير الإتلافي متوافقًا مع المواصفة A999/A999M.
12. الأطوال
12.1 يجب أن تكون أطوال الأنابيب متوافقة مع الإجراءات المتبعة التالية:
12.1.1 ما لم يُتفق على خلاف ذلك، تتوفر جميع المقاسات من NPS 1/8 إلى NPS 8 بطول يصل إلى 24 قدمًا، ضمن نطاق مسموح به يتراوح بين 15 و24 قدمًا. الأطوال القصيرة مقبولة، ويجب الاتفاق على العدد والحد الأدنى للطول بين الشركة المُصنِّعة والمشتري.
12.1.2 في حال الرغبة في تحديد أطوال قطع محددة، يجب تحديد الأطوال المطلوبة في الطلب. يجب ألا يقل طول أي أنبوب عن الطول المحدد، ويجب ألا يزيد طول أي أنبوب عن 6 مم.
١٢.١.٣ لا يُسمح باستخدام وصلات إلا إذا نصّ على خلاف ذلك.
١٣. الصنعة، والتشطيب، والمظهر
١٣.١ يجب أن تكون الأنابيب النهائية مستقيمة بشكل معقول وذات تشطيب يُضاهي جودة الصنع. يُسمح بإزالة العيوب بالطحن، شريطة ألا يقل سمك الجدار عن المسموح به في قسم "الاختلافات المسموح بها في سمك الجدار" من المواصفة A999/A999M.
١٤. الإصلاح باللحام
١٤.١ بالنسبة للأنابيب الملحومة التي يساوي قطرها أو يتجاوز NPS 6، والتي يساوي سمك جدارها الاسمي أو يتجاوز ٠.٢٠٠، يُسمح بإجراء إصلاحات لحام على خط اللحام بإضافة معدن حشو متوافق باستخدام نفس الإجراءات المحددة لعيوب الصفائح في قسم "الإصلاح باللحام" من المواصفة A999/A999M.
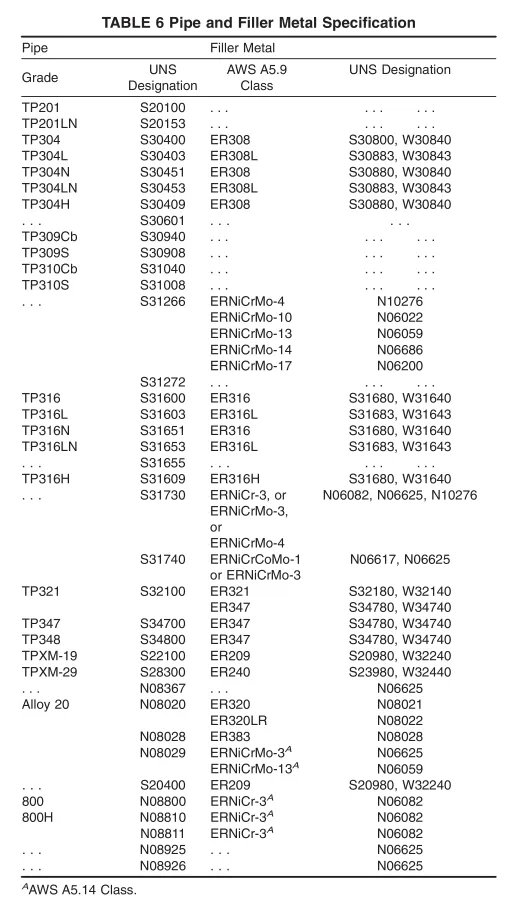
١٤.٢ يجب ألا يتجاوز إصلاح خط اللحام ٢٠٪ من طوله. ١٤.٣ تُجرى إصلاحات اللحام فقط باستخدام عملية لحام قوس التنغستن الغازي باستخدام نفس تصنيف قضيب الحشو العاري المؤهل لأحدث مواصفات AWS A5.9، والمُستخدم في درجة أنبوب الفولاذ المقاوم للصدأ المُصلح، وكما هو موضح في الجدول ٦. كبديل، ورهنًا بموافقة المشتري، تُجرى إصلاحات اللحام فقط باستخدام عملية لحام قوس التنغستن الغازي باستخدام معدن حشو ذي سبيكة أعلى من المعدن الأساسي عند الحاجة لمقاومة التآكل أو خصائص أخرى.
١٤.٤ تُحدد الأنابيب التي خضعت لإصلاحات لحام باستخدام معدن حشو بشكل فريد، ويُذكر ذلك ويُحدد في شهادة الاختبارات. عند استخدام معدن حشو غير المذكور في الجدول ٦، يُحدد معدن الحشو في شهادة الاختبارات.
١٥. التصديق
١٥.١ بالإضافة إلى المعلومات المطلوبة في المواصفة A999/A999M، يجب أن تُبين الشهادة ما إذا كانت المادة قد خضعت لاختبار هيدروستاتيكي أم لا. في حال خضعت المادة لاختبار غير إتلافي، يجب أن تُبين الشهادة ذلك، وتُبين الممارسات القياسية المُتبعة، ونقاط الانقطاع المرجعية المُستخدمة.
١٦. وضع العلامات
١٦.١ بالإضافة إلى وضع العلامات المحددة في المواصفة A999/A999M، يجب أن تتضمن العلامة حجم الأنبوب الاسمي (NPS) أو القطر الخارجي، ورقم الجدول أو متوسط سُمك الجدار، ورقم الحرارة، وNH عند عدم إجراء اختبار هيدروستاتيكي، وET عند إجراء اختبار التيار الدوامي، أو UT عند إجراء اختبار الموجات فوق الصوتية. يجب أن تتضمن العلامة أيضًا العلامة التعريفية الخاصة بالشركة المُصنِّعة، ومتطلبات وضع العلامات الواردة في البند ١١.٣، إن وجدت، وما إذا كانت المادة غير ملحومة (SML)، أو ملحومة (WLD)، أو مُشغولة على البارد بكثافة (HCW). بالنسبة للدرجات TP304H، وTP316H، وTP321H، وTP347H، وTP348H، وS30815، يجب أن تتضمن العلامة أيضًا رقم التسخين ورقم دفعة المعالجة الحرارية. إذا تم تحديد ذلك في طلب الشراء، فيجب أن تتضمن العلامة للأنابيب الأكبر من NPS 4 الوزن.
17. المشتريات الحكومية
17.1 الأنابيب الخالية من التكلسات للمشتريات الحكومية:
17.1.1 عند تحديدها في العقد أو الطلب، تُراعى المتطلبات التالية في الاستفسار أو العقد أو الطلب، وذلك بالنسبة لوكالات حكومة الولايات المتحدة التي تتطلب أنابيب أو أنابيب خالية من التكلسات. تُعطى هذه المتطلبات الأولوية في حال وجود تعارض بين هذه المتطلبات ومواصفات المنتج.
17.1.2 تُطبق متطلبات المواصفة A999/A999M للأنابيب والمواصفة A1016/A1016M للأنابيب عند طلب الأنابيب أو الأنابيب وفقًا لهذه المواصفة.
17.1.2 17.1.3 يجب أن تكون الأنابيب والأنابيب من أحد الدرجات التالية كما هو موضح هنا:
١٧.١.٤ رقم القطعة:
مثال: أنبوب ASTM A312/A312M، ٣٠٤ NPS ١٢ SCH ٤٠S SMLS
17.1.5 معلومات الطلب - يجب أن تتضمن طلبات المواد بموجب هذه المواصفة ما يلي، بالإضافة إلى متطلبات القسم 3:
17.1.5.1 الأنبوب أو المِصْبَة،
17.1.5.2 رقم القطعة،
17.1.5.3 الفحص بالموجات فوق الصوتية، إذا لزم الأمر،
17.1.5.4 إذا كان من المقرر إجراء اختبار موجة القص في اتجاهين محيطيين متعاكسين،
17.1.5.5 اختبار التآكل بين الحبيبات،
17.1.5.6 مستوى الحفظ والتعبئة المطلوب.

 English
English Español
Español بالعربية
بالعربية







 تلفون .:
تلفون .: واتساب:
واتساب: البريد الإلكتروني:
البريد الإلكتروني:


