What is ERW steel pipe?
ERW stands for Electric Resistance Welding and is primarily used to describe a specific method in pipe manufacturing. In this process, two unwound coils of steel plates are joined together without welding filler wire or metal. Instead, the steel plates are joined together by passing an electric current and applying a constant force. Unlike other pipe manufacturing methods you may be aware of, ERW pipe manufacturing does not start with a billet and then further refined through a perforator.
ERW steel pipe is made from
hot rolled coils produced by a steel mill. All incoming coils are verified for their chemical properties and mechanical properties based on test certificates provided by the steel mill. The forming stage of ERW pipe begins with a single wide strip of steel. The width of the strip is roughly equal to the circumference of the pipe to be produced. The edges of the coil are sheared to a predetermined width on a slitting line. The process includes uncoiling and leveling of the coils as well as processing. The lead end of each coil is flattened by the shearing operation for threading into the mill. This end is then connected to the coil end of the outgoing coil to maintain production continuity and reduce losses.
ERW Pipe Manufacturing Process:
Material Selection:
The first step is to carefully select the highest quality steel coils. The steel coils are manufactured from mild steel, a material known for its excellent weldability and plasticity. Tube Trading Co. prioritizes the use of high-quality raw materials to produce our ERW pipes.
Uncoiling:
Once the steel coils are unrolled, they are ready for subsequent processing. Ensuring the integrity of the steel at this stage is essential to guarantee the ultimate strength and durability of the finished product.
Forming:
During the forming stage, the first step is to transform the flat steel strip into a cylindrical shape. The ideal tube shape is achieved by subjecting the steel strip to a series of continuous processes, which include passing it through multiple rollers, gradually forming the necessary curvature.
Acres:
ERW is the key technology used in the production of ERW pipes and represents a major advancement in the manufacturing process. The edges of the produced steel strips are molten by applying high-frequency current, and then they are pressed together to form a weld without any visible seams. The welding process achieves a strong connection that covers the entire pipe.
Sizing and Straightening:
After the welding operation, the pipe needs to go through sizing and straightening processes. This phase is critical to ensure that the pipe conforms to the given dimensions and maintains a straight and uniform shape.
Cutting to Length:
Once the pipe is shaped and straightened, it is cut to the required length. Completing this particular phase is critical to prepare the pipe for its designated purpose.
End Preparation:
In order to meet the varying requirements of different industries, the end connection points of ERW pipes are finalized based on the specifications provided by the customer. Possible end connection preparations include beveling, threading, and other similar techniques.
Inspection and Quality Control:
Inspection and quality control are of vital importance to
BAOWI STEEL MANUFACTURING CO.,LTD. Each ERW pipe undergoes a thorough inspection procedure to ensure that it meets the most stringent quality and performance standards. This includes checking weld integrity, dimensional accuracy, and surface quality.
Surface Treatment:
Depending on the specific application, ERW pipes may feature surface treatment techniques such as galvanizing or coating to improve their corrosion resistance.
Packaging and Shipping:
The packaging and shipping procedure includes the meticulous work of properly packaging the ERW pipes to mitigate the risk of potential damage during transportation. Tube Trading Co. is meticulously committed to ensuring that our pipes are delivered to you with impeccable quality and immediate availability.
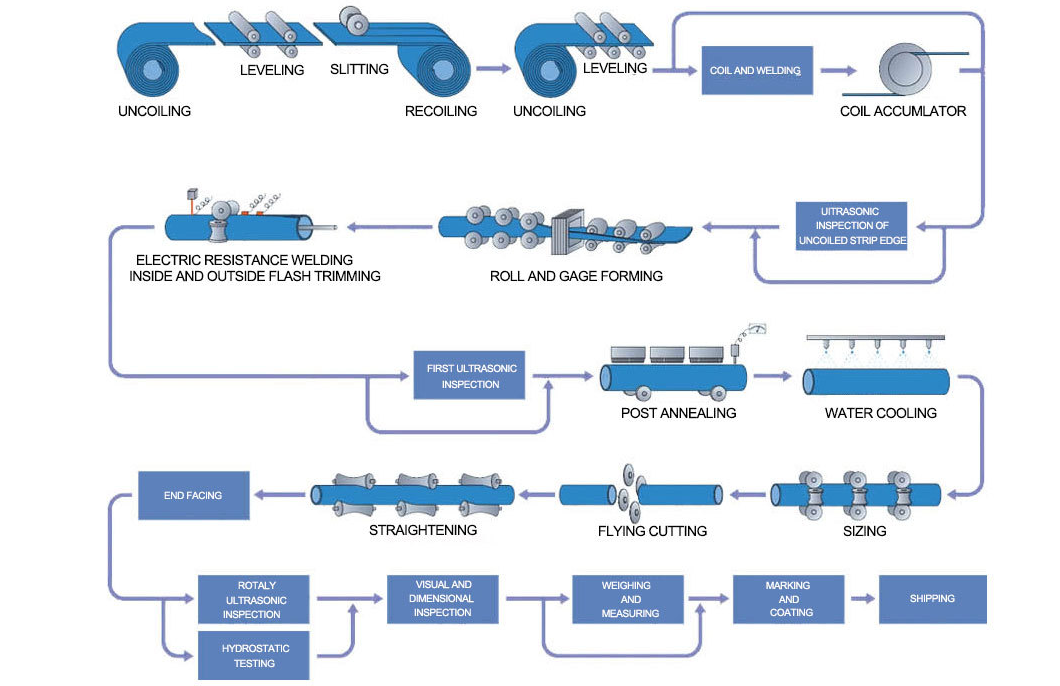
ERW PIPE production process flow chart

 English
English Español
Español بالعربية
بالعربية







 Phone :
Phone :  Whatsapp :
Whatsapp :  Email :
Email : 


