Phosphate Coating
To improve the anti-seizure capability of the drill collar connection, all connection parts are phosphate coated.
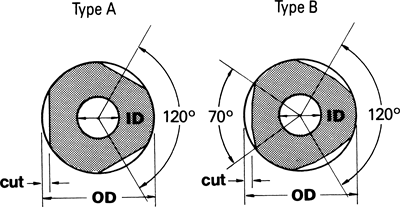
Stress Relief
API pin stress relief groove and API box shaft back hole design can effectively reduce the frequency of fatigue failure. These stress relief features are processed according to API Spec. 7-2 standard, which significantly improves the flexibility of the connection and reduces the high stress concentration that usually occurs near the end of the meshing thread.
Cold Rolling
The thread root of the drill collar is cold rolled. This process can form a compressive stress state at the root of the thread, thereby minimizing the occurrence of cracks and extending the fatigue life of the drill collar.
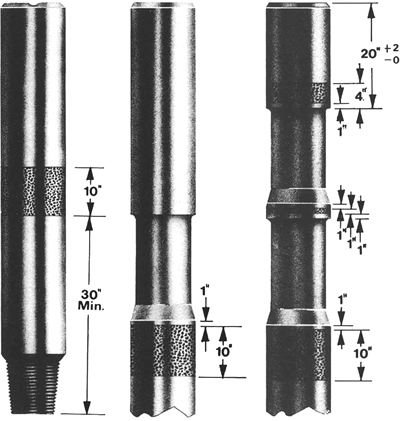
Our drill collar joints are manufactured strictly according to API Spec. 7/7-1 standard dimensions and follow the relevant guidelines in API RP7G.
The drill collar connections we provide meet the requirements of API Spec. 7-2 standard, including conventional connections, NC connections, H90 connections and PAC connections. In addition, other types of connections can be provided according to customer specific needs. All drill collars are strictly inspected before leaving the factory to ensure that they meet API standards and Grant Prideco specifications. These inspections include visual dimensional inspections and ultrasonic inspections of the entire length to ensure that each drill collar has high-quality performance.

 English
English Español
Español بالعربية
بالعربية













 Phone :
Phone :  Whatsapp :
Whatsapp :  Email :
Email : 


