The technical requirements for LSAW steel pipes are generally governed by international and domestic standards such as: API 5L,ASTM A252 , GB/T 9711.These standards define requirements for dimensions, mechanical properties, chemical composition, and inspection methods.
What are the technical requirements for LSAW steel pipes?
Because these steel pipes often need to operate under high pressure environments spanning hundreds or even thousands of kilometers, their procurement and production have extremely stringent requirements. So, what core technical requirements must LSAW steel pipes meet? We can break it down from the following six key dimensions:
1. Manufacturing Process and Core Technology Requirements
LSAW steel pipes are cold-formed from medium-thick steel plates (JCO or UOE) and then welded using double-sided submerged arc welding (DSAW). The entire manufacturing process must undergo heat treatment (normalizing, tempering, or TMCP) and cold expansion to ensure pipe roundness and dimensional accuracy.
2. Chemical Composition Control Requirements
LSAW steel pipes (API 5L PSL2) for high-pressure pipelines have strict requirements for chemical composition. Phosphorus (P) ≤ 0.025%, sulfur (S) ≤ 0.015%, carbon equivalent (CEV) controlled at 0.40%~0.45%, hydrogen content ≤ 2ppm in deep-sea or acidic environments, hardness HRC ≤ 22, and prevention of HIC and SSCC.
3. Mechanical Performance Indicators
The steel pipe has a yield strength of 360–555MPa, a tensile strength of 570–625MPa or higher, and a yield-to-tensile ratio ≤ 0.90~0.93. Low-temperature impact toughness must meet CVN test requirements ≥27J/40J, and drop hammer tear test must ensure crack arrest capability upon pipe rupture.
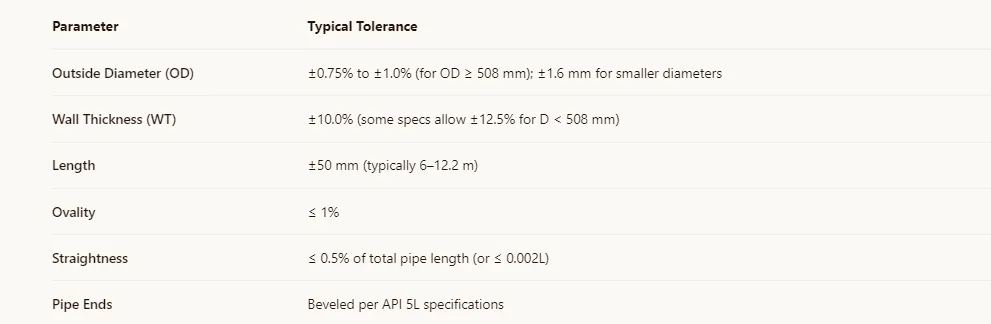
4. Dimensional Accuracy and Tolerance Requirements
Outer diameter Φ406.4–1422.4mm, wall thickness 6.4–50mm (up to 60mm under high pressure). Outer diameter tolerance ±0.75~1%, wall thickness ±10%, ellipticity ≤1%, straightness deviation ≤0.5% of total length, ensuring smooth construction.
5. Non-Destructive Testing (NDT) Requirements
Steel pipes must undergo 100% ultrasonic testing (UT), radiographic testing (RT) on key areas, and pass a hydrostatic pressure test (1.5 times design pressure) with no leakage.
6. Surface Treatment, Marking, and Documentation Requirements
External wall corrosion protection uses 3PE, FBE, or coal tar coating; internal wall can use drag-reducing coating. Pipe ends are beveled and protected with sleeves, and the steel grade, furnace batch number, specifications, and standards are printed on the pipe. Each steel pipe comes with a complete factory test report (MTC), including physical and chemical properties and flaw detection records.

Dimensional Requirements of LSAW Pipe
LSAW steel pipes must meet strict dimensional tolerances, including:
Outer Diameter (OD): As specified by the standard or customer requirements
Wall Thickness: Controlled within allowable deviation limits
Length: Typically 6–12 meters, with options for fixed or random lengths
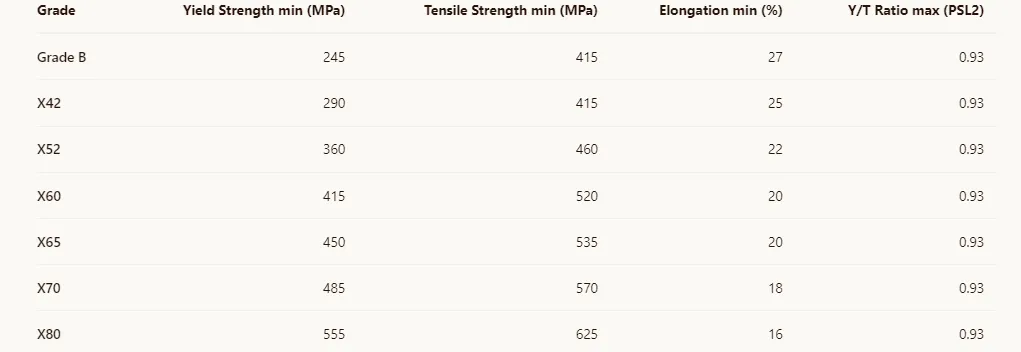
Chemical Composition Requirements
Chemical composition is fundamental to weldability, toughness, and corrosion resistance. Below are representative limits for common API 5L grades (PSL1 vs. PSL2):

PSL2 grades have significantly tighter impurity limits (P ≤ 0.025%, S ≤ 0.015%) compared to PSL1, improving toughness and weldability.
Carbon equivalent (CE) is controlled to ensure crack-free welding, especially for higher grades (X70/X80).
For sour service environments (wet H₂S), additional restrictions apply — notably maximum hardness (typically HRC 22 / 250 HBW) across the pipe body, weld metal, and HAZ
Mechanical Properties Requirements
Mechanical properties define how the pipe will behave under load, pressure, and temperature extremes:
Dimensional Requirements & Tolerances
Precision matters. Poor dimensional control leads to misaligned field welds, reduced flow efficiency, and installation headaches.
Key points of LSAW pipe welding technology
The forming methods for manufacturing large-diameter LSAW steel pipe include UOE forming method, roller forming method (CFE), CE forming, etc. For most forming methods, the last step is to expand the full length of the welded tube blank to improve the shape of the welded steel tube. Diameter expansion has become an important process in the production of large-diameter LSAW steel pipe to ensure the finished pipe. Diameter expansion is a pressure processing process that uses hydraulic or mechanical means to apply force from the inner wall of the steel pipe to expand the steel pipe outward in the radial direction. The mechanical method is simpler and more efficient than the hydraulic method. It is used in the diameter expansion process of several large-diameter LSAW steel pipe pipelines in the world. Mechanical diameter expansion uses the segmented sector blocks at the end of the diameter expander to move along the radial direction. Expansion is a process in which the tube blank achieves plastic deformation of the entire tube length in a step-by-step manner along the length direction.
1. Preliminary rounding stage. The sector blocks are opened until all the sector blocks are in contact with the inner wall of the steel pipe. At this time, the radius of each point in the inner circular tube of the steel pipe within the step range is almost the same, and the steel pipe is initially rounded.
2. Nominal inner diameter stage. The sector block starts to reduce its movement speed from the front position until it reaches the required position, which is the required inner circumferential position of the finished pipe.
3. Rebound compensation stage. The sector block starts from the second stage position and further reduces the speed until it reaches the required position. This position is the inner circumferential position of the steel pipe before rebound required by the process design.
Conclusion
Meeting the technical requirements for LSAW steel pipe involves careful control of material quality, dimensional precision, welding integrity, and compliance with international standards such as API 5L and ASTM. High‑quality LSAW products deliver strength, reliability, and longevity for critical infrastructure projects worldwide.

 English
English Español
Español بالعربية
بالعربية







 Phone :
Phone :  Whatsapp :
Whatsapp :  Email :
Email : 


