Analysis of causes of oil well casing end cracking
CO2/H2S corrosion is a common corrosion type in the oil and gas industry. With the development of oil and gas fields such as CO2-containing deep wells and ultra-deep wells, the emergence of H2S-containing corrosive gases has made the service environment faced by downhole oil casings more demanding and complex. Therefore, Reasonable selection of oil well pipe materials is of great significance to the safe construction of oil and gas exploration projects and the rapid recovery of costs. Research and practice have shown that adding chromium can significantly improve the ability of oil casing steel to resist CO2 corrosion and reduce the occurrence of local corrosion and pitting corrosion. Corrosion-resistant alloys such as 13Cr, super 13Cr and other martensitic stainless steels have high strength and good resistance to CO2 corrosion. They are internationally considered to be ideal corrosion-resistant materials and are used in high-temperature and high-pressure oil and gas wells with high CO2 content. Applications continue to grow. However, most domestic oil and gas fields are oil-poor and low-permeability oil and gas fields, and the use of high-alloy corrosion-resistant alloys is expensive. Therefore, in this context, L80-3Cr economical low-Cr oil well pipes with resistance to acid gas corrosion such as CO2/H2S have become a popular choice at home and abroad. A hot research topic for researchers, different research results show that economical 3Cr oil well pipes have good resistance to CO2 corrosion and can replace expensive 13Cr oil well pipes in lean oil and low permeability oil and gas fields. 3Gr oil well pipe is difficult to produce due to its high alloy content, and is prone to cracking and other failures during the production process. A batch of φ244.48 mmx11.99 mm L80-3Cr oil well pipes produced by a seamless steel pipe factory suffered end cracking after hot rolling off the production line. The causes of end cracking of the L80-3Cr oil well pipe are analyzed and improvement measures are proposed.

1.Test materials and methods
The production process of steel pipes is: tube blank → ring furnace heating → piercing → pipe rolling → high-pressure water descaling → diameter reduction → cooling bed → sawing of the head and tail → straightening → non-destructive testing → manual inspection → offline. After straightening, it was found that some steel pipes had end cracks. Take a 500mm long cracked sample pipe from the unqualified steel pipe, observe it with the naked eye and take pictures with a digital camera. Cut the intercepted sample tube into small specimens along the radial direction at the crack, polish the cross section of the small specimen, and observe the structure on a Leica DM6000M metallographic microscope. The corrosive solution for metallographic specimens is 4% nitric acid alcohol. solution. Then use JSM-6490LA scanning electron microscope (SEM) to observe the crack fracture morphology. Tensile and Charpy V-notch impact specimens were processed on the intercepted sample tubes according to ASTM A 370-2013 "Test Methods and Definitions of Mechanical Properties of Steel Products", and tensile and impact tests were conducted respectively. Use the LC-200R digital Rockwell hardness tester to conduct Rockwell hardness testing.
2. Test results and analysis
2.1 Macromorphological analysis
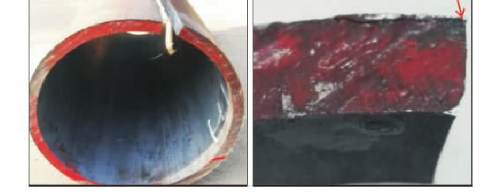
The macroscopic morphology of the L80-3Cr cracked steel pipe sampled and analyzed is shown in Figure 1. By observing the macroscopic morphology and fracture morphology of the cracked steel pipe, it can be observed:
(1) Two longitudinal and transverse cracks intersecting can be observed from the macroscopic photo of the overall steel pipe, as shown in Figure 1(a). According to the "T-shaped method" analysis 3, the longitudinal crack parallel to the axial direction is the main crack, and the transverse crack is the main crack. The crack is a secondary crack;
(2) From the fracture morphology of the sample (as shown in Figure 1b), it can be observed that the fracture surface is flat, with no obvious plastic deformation, the fracture color is gray, and there is no metallic luster. There are radial patterns and herringbone patterns on the fracture surface. The texture converges at the outer surface of the end of the steel pipe, and the peak of the herringbone pattern can be traced back to the location of the crack source 4, that is, the point where the herringbone pattern converges is the crack source;
(3) Observe the macroscopic morphology of the end at the crack source (as shown in Figure 1e), and find that the end near the crack source is caused by unsmooth sawing.
There are slight gaps in the burrs.

(a) Overall appearance

(b) Fracture morphology
(c) End morphology
Figure 1 Macroscopic morphology of L80-3Cr oil well pipe cracked sample pipe
2.2 Physical and chemical performance tests
Samples were taken from the pipe end defect sample and the pipe body for mechanical performance testing. The results are shown in Table 1. The results show that L80-3Cr
The strength and hardness of the hot-rolled pipe end and pipe body materials of oil well pipes are higher, but the elongation and impact toughness are poor, and the strength and hardness of the pipe end are significantly higher than those of the pipe body.
|
Table 1 Mechanical performance test results
|
|
Location
|
Rm/
MPa
|
Rp0.2/
MPa
|
A/%
|
AKV①/J
|
Hardness HRC
|
|
1
|
2
|
3
|
1
|
2
|
3
|
|
Pipe end
|
1216
|
1033
|
8.5
|
8
|
11
|
12
|
39.1
|
39.8
|
40.0
|
|
Pipe body
|
1003
|
748
|
10.0
|
14
|
17
|
16
|
31.9
|
32.3
|
32.0
|
|
Note: ①Impact test conditions: longitudinal, room temperature, 3/4 size.
|
2.3 Microscopic analysis
Samples were taken from the crack source in the macrophotograph of the fracture shown in Figure 1(b) for fracture scanning and metallographic analysis.
2.3.1 Fracture scanning analysis
After cleaning the cut sample with alcohol, put it into a scanning electron microscope for observation. The observed morphology is as follows:
(1) The crack convergence point is located near the end of the steel pipe. The crack source has a point-like shape. There is residual metal during sawing near the crack source and is slightly deformed. The crack source area has a radial shape, as shown in Figure 2;
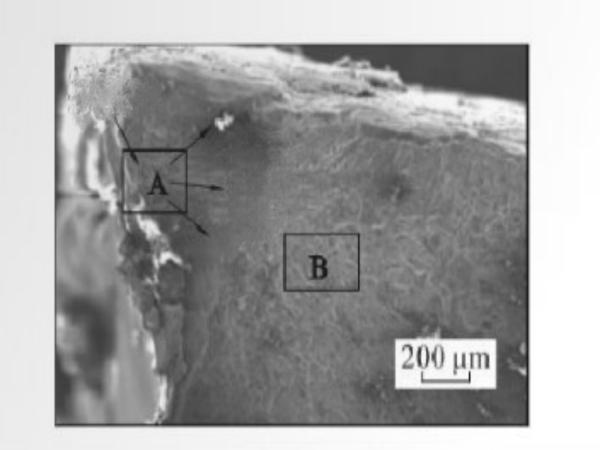
Figure 2 Crack source area low magnification fracture
(2) The crack expansion zone has obvious "river pattern" characteristics, as shown in Figure 3, which is a cleavage fracture, and there is no oxidation on the crack section, and no inclusions are observed. This type of cracking is brittle cracking caused by typical stress.
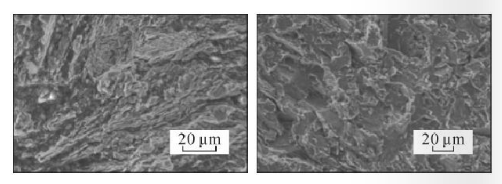
(a) Crack source area (area A) (b) Crack extension area (area B)
Figure 3 High magnification fracture of crack source area
2.3.2 Metallographic analysis
The metallographic samples of the L80-3Cr oil well pipe end and pipe body were ground at the cross-sectional position and metallographic observations were conducted. The results are shown in Figures 4 to 5 respectively. The outer, middle and inner metallographic structure of the oil well pipe end sample is bainite + a small amount of undissolved coarse carbide particles. The grains are uneven and vary from 26 to 41 μm. The grains in the middle are larger than the outer and inner surfaces. Coarse; but the metallographic structure of the tube samples is quite different, and the metallographic structure is ferrite + bainite.
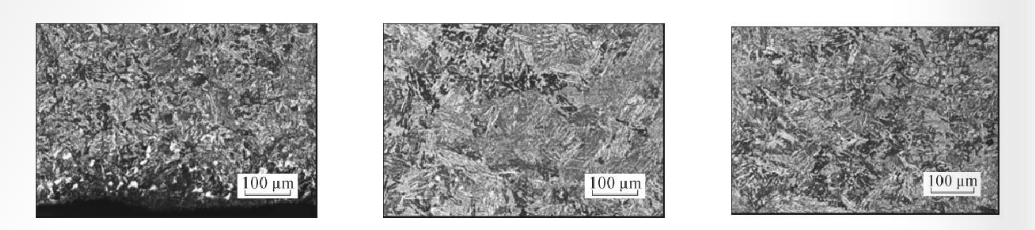
(a)Outer surface (b)Middle (c)Inner surface
Figure 4 L80-3Cr oil well pipe end full-section metallographic structure
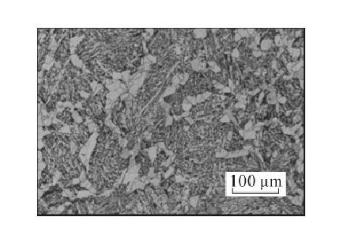
Figure 5 Metallographic structure of L80-3Cr oil well pipe body
2.4 Residual stress calculation
Take the pipe ring that has not been tempered after hot rolling and measure its residual stress using the ring cutting method. The residual stress test position of L80-3Cr oil well pipe is shown in Figure 6. Cut along the radial direction of position C of the pipe ring. The residual stress σr , the calculation formula is:
σr= ETC'/(12.566R2) (1)
in the formula
E: Elastic modulus, GPa, take 200 GPa;
T: steel pipe wall thickness, mm;
C': circumferential increase after the pipe ring is cut along the radial direction, mm, take 36mm;
R: Steel pipe radius, mm.
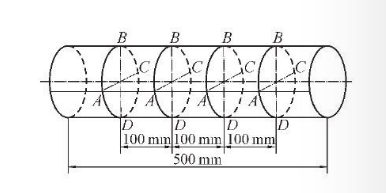
Figure 6 Residual stress test position of L80-3Cr oil well pipe
Substituting the steel pipe wall thickness of 11.99 mm and the radius of 122.24 mm into formula (1), it can be calculated that the residual stress of the L80-3Cr hot-rolled pipe is as high as 460 MPa, which is more than 1/3 of the tensile strength of the material.
3.Analysis
Macroscopic analysis results show that the cracking fracture of L80-3Cr hot-rolled oil well pipe is a brittle fracture, and the crack originates from the tiny defect at the end of the pipe; the metallographic structure is a brittle bainite structure with coarse and uneven grains and poor impact resistance and toughness. Low; scanning electron microscopy analysis results show that the crack fracture morphology is cleavage brittle fracture. After comprehensive analysis, it is believed that the main reasons leading to cracking of L80-3Cr hot-rolled oil well pipes are:
(1) After hot-rolling off the line, the cracks of the L80-3Cr pipe body are concentrated in the head, and more cracks are produced at midnight. The reasons are: the temperature drop during the descaling process of the pipe end is large, and the cooling speed is fast and easy. Generate brittle tissue; the head is at the upper cooling bed end, and the surrounding environment temperature is low, and the cooling rate is fast and brittle tissue is easily generated;
(2) The residual stress of L80-3Cr pipe body after hot rolling is high, the residual stress is as high as 460 MPa, which is more than 1/3 of the tensile strength of the material. Under normal circumstances, the residual stress of the steel pipe is only 1/10 of the tensile strength of the material. , not timely heat treatment causes the steel pipe to crack under the action of large residual stress;
(3) When the L80-3Cr hot-rolled steel pipe is cooled on the large cooling bed, the overall curvature of the steel pipe is large due to uneven cooling of the steel pipe. The steel pipe generates large residual stress during the straightening process, and the residual stress will be placed on the steel pipe. It is released during the process and concentrated in gaps and other places, causing the pipe end to crack;
(4) The impact toughness value of the L80-3Cr pipe body after hot rolling is low, and the impact value at room temperature is only 12 J, which means that the ability to resist crack expansion is poor;
(5) Burrs and slight gap defects caused by poor sawing are the sources of brittle cracking of the L80-3Cr pipe body after hot rolling.
4. Improvement measures
When cutting the head and tail of the hot-rolled L80-3Cr oil well pipe, a gap was created due to poor sawing. The stress was concentrated at the gap, resulting in stress cracking. Moreover, after hot-rolling, the internal stress of the L80-3Cr oil well pipe was relatively large, and the impact toughness was relatively low. Low, indicating that its ability to resist cracking is low. These are the reasons why L80-3Cr oil well pipe is easy to crack. Therefore, in order to avoid cracking of L80-3Cr oil well pipes, the production process needs to be standardized. The specific measures are:
(1) Avoid the brittle bainite structure caused by rapid cooling methods such as water cooling and air cooling at the end of the steel pipe;
(2) Strengthen process control during the production process to avoid bending caused by uneven cooling or rapid cooling and uneven local cooling;
(3) Strengthen the saw blade management system to avoid increased friction, overheating of the saw blade, and burrs at the pipe end during the sawing process;
(4) Check the ends of steel pipes in a timely manner during transportation or transfer. When the ends of the pipes are deformed or have sharp pits due to collision, promptly remove or grind the ends of the steel pipes;
(5) Steel types with poor toughness after hot rolling such as L80-3Cr need to be heat treated within 24 hours.
5.Conclusion
(1) The chemical composition analysis results of the L80-3Cr hot-rolled oil well pipes submitted meet the technical requirements;
(2) The cracking of L80-3Cr hot-rolled oil well pipe is brittle cracking, which is caused by the concentration of large residual stress on the burrs and slight gaps of the steel pipe after hot rolling;
(3) The cooling rate is too fast, resulting in a large amount of brittle bainite structure at the end, resulting in a low impact toughness value of the material, that is, a poor ability to resist crack expansion, and there is no timely heat treatment after hot rolling, resulting in a faster cooling rate. Due to the uneven cooling speed and the large residual stress generated during the straightening process, the force is gradually released during the placement process, which ultimately leads to batch cracking of the steel pipe ends after hot rolling of L80-3Cr steel pipes.

 English
English Español
Español بالعربية
بالعربية







 Phone :
Phone :  Whatsapp :
Whatsapp :  Email :
Email : 


