What is Screen Casing?
1.Introduction:
At present, there are many varieties of screens used for limited sand control in the world, and most of them adopt the production and inspection standards set by our company, including "API" and national and industry standards. Because there are many manufacturing methods, it is easy to cause confusion in the market. It is understood that cutting, milling, drilling, beam and inlay methods are the most typical and most common methods. Each has its own application scope and field. The processing and production quality is different, and the drilling method is different. Therefore, it is necessary to To standardize.

2. Function of sieve tube:
Screen pipe is a special pipe body installed at the lower end of seamless or welded steel well pipes such as oil wells, water wells, geothermal wells, and salt water wells to separate the mined liquid from the sand and gravel in the formation. Due to the basic structural characteristics of the strata involved, the different particle sizes of the sand and gravel in contact, and the differences in the viscosity of the mining liquid, the hole specifications and shapes of the required screen tubes are also different. In recent years, with the rapid development of my country's petroleum and geological mineral industries, the maturity of oil well drilling technology in desert areas, the intensification of mid- and late-stage development of oil fields, the rise of large-scale offshore oil production and the boom of geothermal wells, salt water wells, and deep water wells With the development, the demand for screen tube consumption is increasing. The traditional drilling process of drilling a well, running casing, blasting and perforating can no longer meet the needs of modern drilling technology with complex terrain, high efficiency and high recovery rate. Screen tubes have been widely used in underground liquid drilling in the mining industry.
As the market demand rises, coupled with the difficulty of cutting screen tube slots and the high precision of the geometric size and shape of the slots, technical difficulties have been set up for the seemingly simple screen tube and screen tube processing. The "economic" value has also attracted great attention from numerous related industries. Screen tubes are widely used in the regeneration of old wells in petroleum exploration, new oil wells and exploration (test) wells, offshore oil production wells and pumping pipes, and are used in horizontal wells, sidetracking wells, radial branch wells or open holes, gravel-filled screen tubes Well completion with limited sand control. In people's daily life, screen tubes are also used for limited sand control in geothermal wells, salt water wells, drought relief wells and domestic water wells. Generally, circular slit (hole) screen tubes are used in vertical shafts instead of blasting perforations to avoid many troubles caused by ejection holes. For this reason, they are also widely used at home and abroad. A saying from a petroleum expert can best explain the function of its sieve tube, which is to separate honey from honey mixed with white sugar."
3. Purpose of screen tube:
3.1. Regeneration of old wells in oil fields: A considerable number of oil wells in major oil fields in the world have entered the middle and late stages of oil production, and the oil output is decreasing year by year. In order to tap the potential of old wells, the oil industry is working to solve the problem of this considerable number of oil output decreasing year by year. Some of them exchange owners, and some side-drill horizontal wells to extend their underground oil collection range. Regardless of whether they exchange owners, they all use the same method: side-drill "horizontal wells" - "screen pipes are required."
3.2. New oil wells on land: Due to the different geographical structure and oil and rock formations or in order to reduce the number of wells and reduce ground pollution, the oil industry mostly uses drilling on the bottom side of vertical wells and horizontal wells. One horizontal well can reduce several vertical wells. It not only saves the cost of drilling wells, but also saves casing and cultivated land - "screen pipes are needed".
3.3. Offshore oil well drilling: Due to the rise of large-scale offshore oil exploration in my country and even the world, as well as the vigorous development of geothermal wells, salt water wells, and deep water wells - "screen tubes are needed".
3.4. Sand control of oil pumping pipes: If the casing does not use a screen tube, generally the oil pumping pipes also use screen tubes for limited sand control - "screen tubes are required".
4. Classification of sieve tubes:
4.1. If classified by processing method, it can be divided into hot-processed screen tubes and cold-processed screen tubes. Among them, thermal processing is divided into: laser cutting and flame thermal cutting; cold processing is divided into: milling blade, ceramic blade cutting and drilling machine drilling, etc.
4.2. If classified according to the cutting section of the screen tube, it can be divided into rectangular, trapezoidal, and special shape (round hole).
4.3. If classified according to the pipe body seam layout structure, it can be divided into straight (parallel) seams, staggered seams, bridge seams, bridge staggered seams, spiral seams, etc.
4.4. If classified by screen tube structure, it can be divided into cut screen tubes (including cold-processed screen tubes), assembled screen tubes and wire-wound screen tubes. The assembled screen tubes include mesh screen tubes, gap screen tubes and inlaid screen tubes.
5. Comparison of sieve tubes:
To compare the technology and economy of screen tubes, you must first understand the screen tube production methods. Here is an introduction to screen tube production as follows:
5.1. Screen tube production:
Laser cutting screen tubes: Use CNC laser cutting machine tools and programming software to cut and make screen tubes according to the user's technical requirements (see the laser cutting screen tube diagram).

Laser cutting screen tube
Flame cutting screen tube: Using mixed gas, the tube body is manually cut into strips or circular slits according to the user's technical requirements.
Milling blade cutting screen tube: Use a combination lathe to process the tube body with a milling blade according to the user's technical requirements to make a screen tube (see the diagram of milling blade cutting screen tube).

Milling blade cutting screen tube
Ceramic blade cutting screen tube: Use a combination lathe to process the screen tube with a ceramic blade on the tube body according to the user's technical requirements.
Screen mesh and screen pipe: The user's technical requirements are to purchase the screen mesh for later use, then cut circular holes or rectangular grooves on the pipe body, put the screen mesh on the pipe body with the holes or grooves cut, and finally seal both ends of the screen mesh. Make screen tubes (see screen tube diagram).
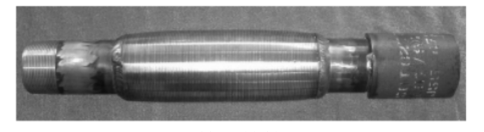
Screen tube
Slit screen tube: Two tubes of different diameters are drilled with a certain number of holes and grooves of a certain length and width. A screen tube made of pebbles or filters or stainless steel shavings is built in between the two tubes according to the user's sand control requirements ( See slit screen diagram).

Slotted screen tube
Inlaid screen tube: After drilling the tube body twice, the screen parts are made according to the user's technical requirements, and the screen tube is made by inlaying the screen parts on the tube body (see the inlaid screen tube diagram).
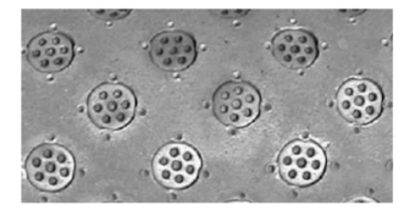
Mosaic screen tube
Wire-wound screen tube: A screen tube made by cutting round holes or rectangular grooves on the pipe body and winding 2-4 layers of galvanized steel wire or stainless steel wire around the pipe body according to user requirements.
Trapezoidal seam screen tube: The screen tube is made by secondary processing of the pipe body according to the user's technical requirements to make the screen seam profile into a narrow seam on the surface of the pipe body and a wide seam on the inner surface (see the cross-sectional view of the trapezoidal seam screen tube).
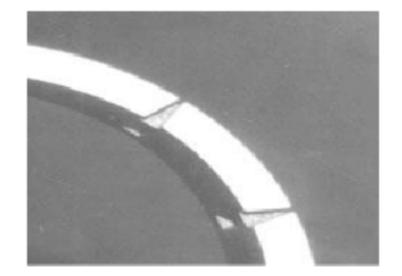
Sectional view of trapezoidal slot screen tube
6 Conclusion:
According to economic and technical comparisons, the development trend of screen tubes should be to vigorously use laser cutting screen tubes and milling blades to cut screen tubes and mesh screen tubes.
6.1. The development trend of ordinary screen tubes (low alloy steel) and screen tubes with a seam width of more than 0.5mm (including high chromium tube bodies) should be to use milling blades to cut the screen tubes.
One of the reasons: Laser cutting is used for seam widths above 0.5mm, which is difficult to achieve due to problems with beam focus and laser power.
The second reason: the processing speed and cost of ceramic blades cannot be compared with this.
Reason three: The cost of mesh screen tubes, gap screen tubes and inlaid screen tubes is much higher than this processing method.
6.2. The development trend of screen tubes with ordinary screen tubes (low alloy steel) with a slit width between 0.2-0.5mm should be laser cutting screen tubes.
One of the reasons: the cost of cutting a screen tube with such a slit width with a milling blade is high and the processing of the sheet body is also difficult. Even the thickness of the sheet body is difficult to reach below 0.2mm. If such a sheet body can be manufactured, the diameter of the sheet body is too small.
Reason two: The processing speed and cost of cutting screen tubes of this width with ceramic blades cannot be compared with this processing method.
The third reason: mesh screen tubes, gap screen tubes and inlaid screen tubes cannot be compared with this processing method due to their own disadvantages and cost issues.
6.3. The development trend of screen tubes where the seam width of high chromium pipe body is less than 0.5mm and the seam width of ordinary pipe body (low alloy steel) is less than 0.2mm is to use the screen screen processing method.
One of the reasons: Milling blades or ceramic blades are used to process screen tubes with a seam width of less than 0.5mm for high-chromium pipe bodies. In addition to its own disadvantages, the cost will be higher. Screen tubes with a seam width of less than 0.3mm cannot be processed using blades. accomplish.
The second reason: the seam width of high chromium pipe body and ordinary pipe body (low alloy steel) is less than 0.2mm. Due to the problem of laser beam focus and laser power, it is difficult to process the screen of ordinary pipe body (low alloy steel) with a seam width less than 0.2mm. Pipes, and there is nothing that can be done about high-chromium pipe bodies.
Reason three: In addition to their own disadvantages, the cost of slot screen tubes and inlaid screen tubes will be much higher than the production and processing costs of mesh screen tubes. High chromium tube bodies are not suitable for these two types of processing methods.

 English
English Español
Español بالعربية
بالعربية







 Phone :
Phone :  Whatsapp :
Whatsapp :  Email :
Email : 


