Compared to other traditional coating systems, FBE coatings with a primer offer stronger adhesion, better corrosion resistance, and superior abrasion resistance, acid resistance, and impact resistance. This coating also exhibits excellent performance in autoclave testing, long-term immersion in water/desalinated seawater, immersion in hot oil-water mixtures, chemical resistance, salt spray resistance, and long-term thermal shock from -30°C to 150°C.
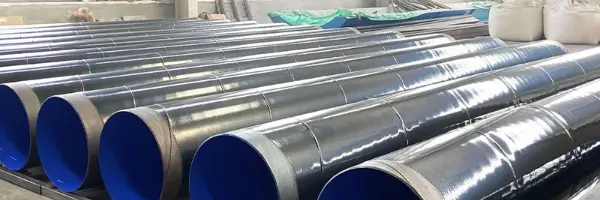
In addition to its excellent corrosion resistance, FBE-coated steel pipes also feature uniform coating thickness, strong adhesion, and high-temperature resistance. They are commonly used in underground or underwater pipeline projects, especially in harsh environments such as high humidity and corrosive soils. FBE-coated steel pipes also possess high pressure resistance, making them suitable for various industrial applications. With technological advancements, the application range of FBE-coated steel pipes continues to expand, making it one of the core materials for many pipeline systems.
FBE-coated steel pipes, when installed precisely, offer proven long-term protection. By adhering to the correct FBE coating process, meeting coating thickness standards, and ensuring the quality of epoxy powder curing, projects can achieve durability of up to 50 years. As infrastructure demands increase, selecting the appropriate FBE coating specifications and maintaining rigorous quality control will remain crucial to ensuring pipeline reliability and performance.



 English
English Español
Español بالعربية
بالعربية










 Phone :
Phone :  Whatsapp :
Whatsapp :  Email :
Email : 


